
راهنمای جامع و تخصصی طرز کار با اور فرز نجاری
موارد بررسی و آموزش کار با اور فرز برقی و شارژی آنقدر زیاد و متنوع است که حتی در پر جزییاتترین مطالب و ویدیوها نمیتوان تمام انواع و اقسام عملیات برشی و طراحی با آن را توضیح داد. اما همزمان با این وسعت کاربری، بلد بودن نکات ایمنی و فنی استفاده از اورفرز نیز جایگاه بسیار با اهمیتی دارد. در بازار کشور تعداد بسیار بالایی از انواع تیغ برش، تیغ شیار زن چوب، CNC و... وجود دارد که هر کدام از آنها بر روی مدلهای مختلفی از دستگاه اور فرز نجاری نصب میگردد. گاهی یک استاد کار و نجار برای تولید و ساخت یک وسیله چوبی، باید از چندین تیغه مختلف و یا حتی بیشتر از یک مدل فرز نجاری استفاده کند. در این مطلب سعی میکنیم چند پروسه و استفاده مشترک و عمومی اکثر کاربران در کار با اورفرز نجاری را بیان کنیم.

آموزش کار با فرز نجاری
قبل از انجام عملی شتابانه و با عجله پریدن به وسط دریای بزرگ نحوه کار با اورفرز نجاری، بهتر است پروسه استفاده از دستگاه را به چند مرحله اصلی تبدیل کنیم تا به مرور به هدف نهایی خود برسیم. پیش از شروع هر فعالیت فنی باید برای آن آماده بود و وسایل و ابزار درست آن را تهیه کرد. برای همین قبل از اینکه بخواهید برش، ایجاد شیار، انجام تزیینات، طراحی و... کارهای دیگر را با اور فرز یا همان روتر چوب Wood Router روی سطح چوبی شروع کنید، ابتدا باید بدانید به چه نوع دستگاه اورفرز و چه نوع تیغهای احتیاج دارید.

مراحل کار با اورفرز
مرحله 1 - انتخاب مدل اورفرز و تیغه ها
برای انتخاب یک اور فرز درست و صحیح ابتدا باید با انواع این دستگاه آشنا باشید، که برای این موضوع میتوانید به مقاله اور فرز چیست؟ راهنمای خرید اور فرز با توضیحات کامل کاربرد اور فرز از همین وبلاگ مراجعه کنید. بطور مثال اور فرز دو دسته بزرگ با اور فرز مشتی و اور فرز لبه گیر و میزی در کاربری تفاوت دارند. ضمن اینکه میزان توان، ماکزیمم سرعت، داشتن و نداشتن دیمر، سایز کولت و... همگی در حین کار مهم است.

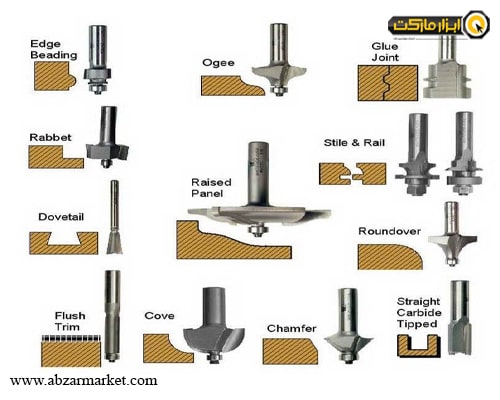
انتخاب و آمادگی بعدی به تهیه تیغ برش مخصوص و درست برای آن پروژه چوبی مربوط است. امروزه صدها نوع تیغ برش و CNC برای برشکاری با اور فرز در بازار وجود دارد که دارای تفاوتهای کوچک اما بسیار مهمی هستند. هر کدام از تیغ ها، قطعه چوب را از سمت لبه، مرکز، پایین و بالا و... به نوع خاصی برش میدهد. از انواع شیارزنی و برش مستقیم گرفته، تا چاک زنی و ایجاد فاق های مختلف برای اتصال دو قطعه به هم مثل اتصال دم چلچله ای، شیاز و زبانه، دوبل، کام و زبانه، فارسی و... غیره که همگی به تیغه اور فرز نجاری خاص خود نیاز دارند.
مرحله 2 – اتصال تیغه اور فرز روی کولت اور فرز نجاری
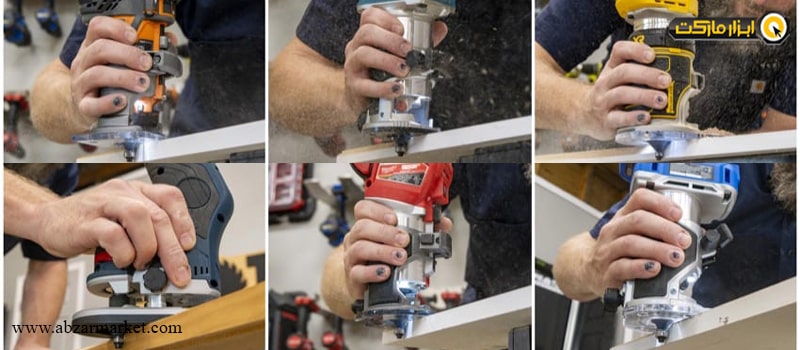
بعد از نقشه کشی و آمادگی قطعه کار، حالا باید تیغه را روی دستگاه وصل کرد و آن را برای کار تنظیم کرد. اتصال تیغ به اورفرز توسط قطعهای به نام کولت انجام میگیرد. کولت فرز نجاری در هر سایز و برندی اشکال مشابه هم دارد و هر کدام از این سایزها، اندازههای معینی از تیغه را تحت پوشش خود قرار میدهند. معروفترین سایزهای استاندارد کولت برابر 6 – 8 – 12 میلی متر بوده و برخی از اورفرزها امکان تعویض و استفاده چند سایز کولت را هم دارند.

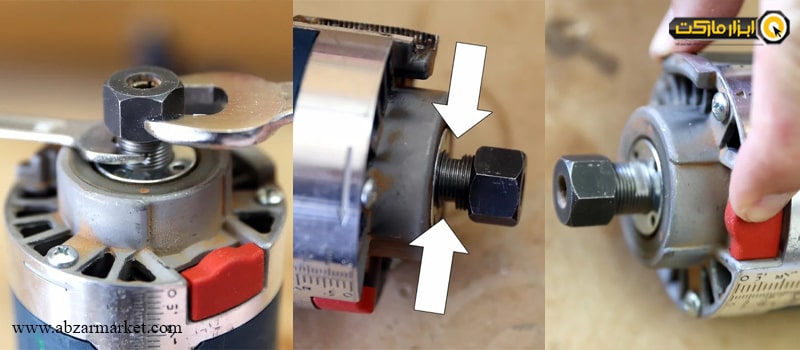
سیستم تعویض تیغه فرز نجاری نیز با چند روش مختلف اما شبیه به هم صورت میگیرد. برخی از مدلها مجهز به شستی قفل کن اسپیندل یا همان شفت هستند که با فشردن آن محور قفل شده و براحتی میتوان با دست یا آچار مهره کولت را باز کرد. در برخی مدلهای دیگر این کار با 2 عدد آچار تخت و استفاده همزمان صورت میگیرد. به این ترتیب که یک آچار روی شفت و آچار دیگر روی مهره قرار گرفته و خلاف جهت هم چرخانده میشود تا مهره کولت باز یا بسته گردد. بنابراین تیغه روی کولت سوار شده و مهره کولت آن را محکم نگه خواهد داشت.
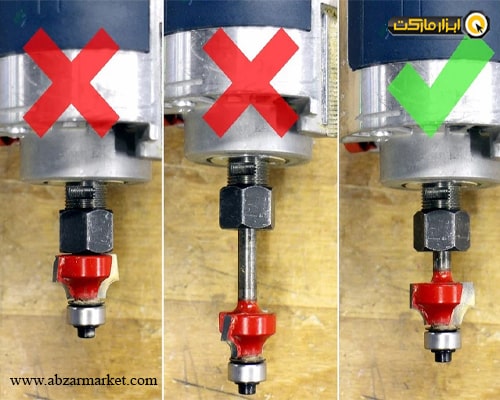
در بستن تیغه روی کولت به یاد داشته باشید که همیشه سطح تیغه مقدار کمی از سطح کولت و مهره فاصله داشته باشد. در اصطلاح تیغه به مهره نچسبد چرا که در غیر این صورت ضمن ایجاد خطر، راندمان کار را پایین آورده، دقت را کم میکند و استهلاک بین تیغه و کولت را بالا میبرد. ضمن اینکه دقت کنید این مقدار فاصله بیش از حد هم نباشد؛ چرا که آن گاه خطر در رفتن و درآمدن شفت تیغه از کولت وجود دارد. معمولا حدود 2 میلی متر تا نیم سانتی متر برای این موضوع کفایت میکند.
مرحله 3 – آماده سازی دستگاه و تعیین ارتفاع اور فرز
قدم بدیهی بعدی تنظیم قسمتهای مختلف دستگاه قبل از روشن کردن است. روی هر اور فرز در هر مدلی، چندین پیچ و مهره، اهرم، دکمه و گاهی دیمر تنظیم سرعت قرار دارد. این پیچ و اهرم و دکمهها برای قشنگی نیستند! بلکه هر کدام به کاری میآیند. از سوراخهای نصب گیره و گونیا گرفته، تا جای نصب محافظ طلقی، لوله خروجی نصب کیسه و دستگاه مکش گرد و خاک، کفی قابل جداسازی، پیچ رزوه دار بلند و پیچ سه پله ای تنظیم حداکثر میزان نفوذ مجاز در داخل قطعه کار، دیمر الکترونیکی تنظیم سرعت، ضامن و قفل کن فنرها بعد از تنظیم ارتفاع، تنظیم خط کش و عمق سنج و... از جمله این موارد هستند.

در این میان اما تنظیم ارتفاع اورفرز شاید مهمترین مرحله آماده سازی قبل از شروع کار با اور فرز نجاری است چرا که با توجه به عمق کنده کاری در کارهای مختلف، باید میزان نفوذ و پایین رفتن تیغه اورفرز به خوبی و با دقت تنظیم شود. دو حالت و پارامتر در این مبحث اهمیت دارد: 1- تنظیم ارتفاع و میزان نفوذ تیغه در سطح چوب به شکل موقت. 2 - تنظیم میزان عمق نفوذ به شکل دائم.

در حالت اول یعنی موقت، تنظیم ارتفاع اکثر اورفرزها مثل هم است. معمولا روی بیس دستگاه، یک مهره بزرگ چرخان با تنظیم در 3 وضعیت (و یا گاهی تعداد بالاتر) شامل چند پیچ یا برآمدگی وجود دارد که با چرخش آن، هر پیچ و زائده در مقابل و زیر یک میله بزرگ رزوه دار قرار میگیرد. با فشار دادن دست روی دسته ها و جمع شدن فنر دستگاه، نوک این پیچ بزرگ رزوه دار بعد از پایین آمدن روی برآمدگی که از قبل تنظیم کردهاید مینشیند و مانع از پایینتر رفتن تیغه و نفوذ بیشتر در عمق میشود. این شکل تنظیم موقتی برای برشکاری در زمانی است که میزان برش در ارتفاعات و قطعات مختلف بوده، اما نباید این مقدار نفوذ در یک شیار یا یک سوراخ از حدی معین فراتر رود.

در حالت دوم یعنی تنظیم دائم اما، فنرهای بزرگ و قوی فک باید توسط یک یا دو اهرم قفل گردد. برای این کار ابتدا کاربر با کمک خط کش یا صفحه مدرج و خط کشی شده روی بدنه، ارتفاع ثابت مد نظر و دلخواهش را با فشار دست تنظیم کرده و بعد با کمک ضامن اهرمی، فک و فنرها را قفل میکند. به این ترتیب اورفرز در یک میزان ارتفاع ثابت مانده و برای شیارزنی و برشهای سری کاری و شابلون زنی آماده است.
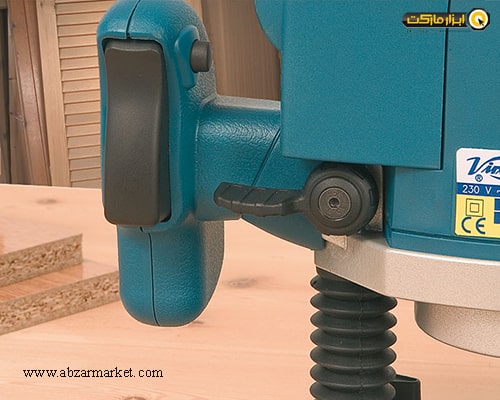
در برخی اورفرزهای پیشرفته و جدید بجای این خط کش و صفحه مدرج، یک صفحه دیجیتال و یا یک دیال ساعتی وجود دارد که با کمک آن میزان ارتفاع با دقت بالایی تنظیم میگردد. در بعضی مدلهای دیگر نیز این کار تنظیم ارتفاع توسط مهره بزرگ دستی فلکهای صورت میگیرد. ضمنا مدلهایی هم وجود دارند که کل قسمت کفی و بیس به صورت جداگانه از موتور و بدنه اورفرز بوده و با سوار شدن کفی و متعلقاتش روی بدنه و داشتن حالت پیچی و چرخان، ارتفاع و میزان نفوذ تیغه تنظیم میشود.

نکته:
قشر بزرگی از کاربران دستگاه اورفرز را به صورت برعکس زیر میز میبندند. در صورت استفاده به این روش، تمامی این مراحل آماده سازی یا قبل از قرار گرفتن دستگاه به زیر میز انجام میگیرد؛ یا با توجه به طراحی و مدل میز، در همان حالت نصب شده در زیر میز، تمام تنظیمات و اتصال تیغه قابل انجام خواهد بود. برای اینکه اطلاعاتی در این زمینه بدست آورید به شما پیشنهاد میکنیم مقاله تخصصی آموزش ساخت میز اور فرز نجاری را مطالعه نمایید و ویدئوی آموزشی مرتبط با ساخت یک میز اور فرز نجاری را با تمام جزییات و مراحل ساخت آن مشاهده نمایید.

مرحله 4 – برشکاری با اور فرز
حال به مرحله اصلی یعنی زمان برش چوب با فرز رسیدهایم. دقت کنید که در این بخش، فرض بر این است که مراحل قبلی یعنی انتخاب درست نوع دستگاه و نوع تیغه توسط کاربر به درستی انجام شده است. در این قسمت، با توجه به نوع برشکاری، روش استفاده از دستگاه و نوع تیغه نصبی فرق میکند. بطور مثال شیار زدن با اور فرز در وسط تخت چوب با لبهها تفاوت دارد. به همین ترتیب ساب زنی، کف تراشی، شابلون زنی، برش طبق یک الگو، ایجاد کام و زبانه، ساخت اتصال و... نیاز به رعایت نکات فنی و مهارتی خود دارد که در ادامه چند مورد از آنها را ذکر میکنیم.
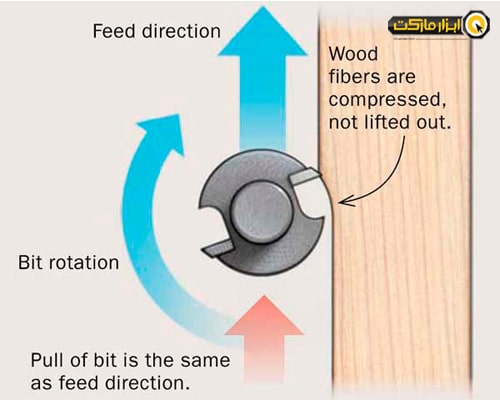
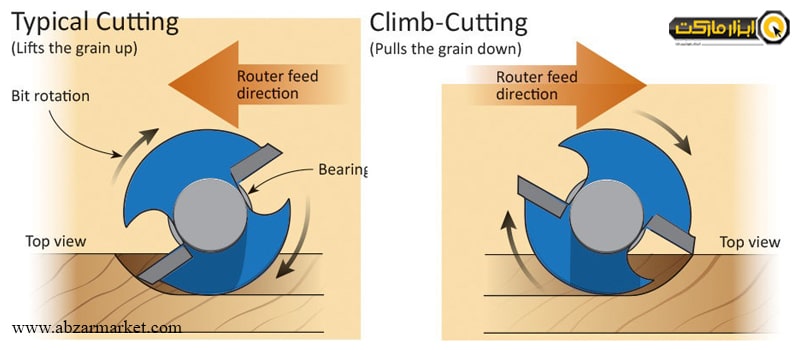
مهمترین، اصلی ترین و به جرات پر استفاده ترین نوع برش در ایجاد شکاف و شیار با اور فرز خصوصا به کمک تیغههای CNC حرفهای، نوع برش عمقی و مستقیم یا به انگلیسی برش Climb Cut است. این برش با تیغه شیار زن یا Straight Cut صورت میگیرد که برای عملیاتی مثل الگو بری، شابلون زنی، طراحی شکل و حروف، تزیینات روی چوب و... به کار میرود. در برش مستقیم جهت سُر دادن دستگاه روی قطعه + جهت چرخش تیغه در یک راستا بوده (جهت موافق عقربههای ساعت) و عملیات برشکاری به خوبی انجام میگیرد.
اما شاید بزرگترین و معمولترین اشتباه کاربران در هنگام برش لبهها و پرداخت لبه قطعه با اور فرز اتفاق میافتد. در این نوع برشکاری، کاملا برخلاف مورد قبلی، جهت برش و سر دادن دستگاه باید از چپ به راست و خلاف چرخش تیغ باشد!... به این نوع روش برش معمولی و استاندارد اورفرز یا همان Typical Cut گفته میشود. هنگام کار، وقتی دستگاه به سمت جلو و روی لبه سر داده میشود، جهت چرخش تیغه (که موافق عقربه ساعت است) باید ناموافق با حرکت دست بوده تا لبه تیز تیغه بتواند عمل کندهکاری را در بافت چوب به خوبی انجام دهد. در صورت رعایت نکردن همین اصل ساده و موافق بودن جهت چرخش تیغه و جابجایی اورفرز هنگام کار روی لبهها، امکان لگد زدن ناگهانی دستگاه، پرتاب شدن و تکان خوردن شدید اور فرز و البته آسیب دیدن وجود دارد.
برای برشکاری و شیارزنی در لبه از نوع تیغه بانکی یا Round Over یا همان تیغ منحنی بر و لبه گیر استفاده میگردد. این تیغ به لبه میز و تخته چوبی در ضلع بیرونی سطح آن چسبیده و گوشه بیرون تخته را از حالت شکسته و گوشه دار، به شکل منحنی در میآورد. یا اینکه با توجه به مدل انتخابی تیغه، در دل لبه و ضخامت میز و تخته یک شیار به وجود میآورد.

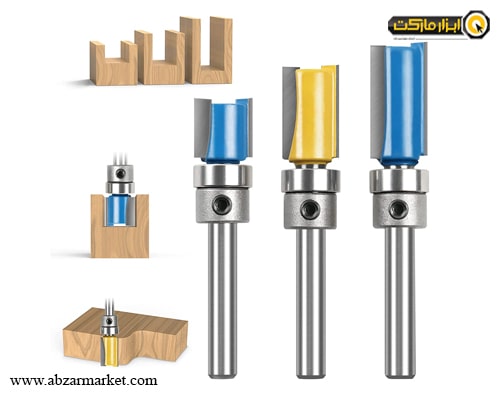
همانطور که قبلا اشاره شد شکل تیغه های برش اور فرز و CNC بسیار گوناگون است. در هنگام تهیه هر کدام از آنها توجه داشته باشید شکل ساخت خود تیغه قطعا با طرح نهایی و برشی که روی چوب میدهد رابطه عکس دارد. طبق یک قانون کلی، هر گاه لبه یک تیغ بیرون زده باشد، آن مدل تیغ برشکاری عمیق انجام میدهد؛ و برعکس، هرگاه سطح یک تیغه به درون رفته باشد، برش حاصل از آن به حالت بیرون زده و لبه دار خواهد بود. شکل زیر چند مدل و سایز از تیغه شیار زن مستقیم یا همان Straight Cut را نشان میدهد.
از دیگر تیغه های معروف و پر استفاده اور فرز میتوان به موارد زیر اشاره کرد:
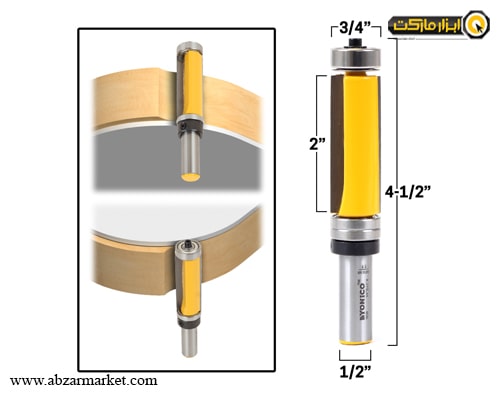
تیغه اور فرز پرداخت کاری Flush-Trim Bit که کار همگام سازی و یکسان کردن دو سطح چوب و لیمنت یا طلق را انجام میدهد. این تیغه برای یکنواخت کردن دو لایه قطعه روی هم و پرداخت چوب با اور فرز ابزاری حیاتی محسوب میگردد.
تیغه اور فرز پروفیل Roman Ogee Bit نوع دیگری است که هم به صورت لبه گیر بلبرینگ دار و هم به شکل شیارزن مستقیم جهت انجام شیارهای S شکل تزیینی شبیه به تزیینات رومی و قدیمی اروپایی رو تابلوهای نقاشی، قاب عکس، پلکان، نرده و... استفاده میگردد.

تیغه اور فرز کف تراش Cleaning Bottom Bit یکی از بیشترین استفادهها را در بین کاربران اور فرز دارد. این تیغه از 2 یا 3 یا تعداد بیشتری لبه برنده همسطح تشکیل شده که شکل و کار آن شبیه به تیغه شیار زن مستقیم بوده و در دل سطح چوب جا میگیرد؛ اما با نفوذ به مقدار کنترل شده و براده برداری حجیم تر و بیشتر در سطح قطعه، جهت برداشتن یک بخش از رویه و لایه رویی تخته چوبی بکار میرود. کف تراشی چوب با اور فرز به منظور نصب فیت و کامل برخی وسایل و ابزار روی میز کار و لایه برداری استفاده میگردد.

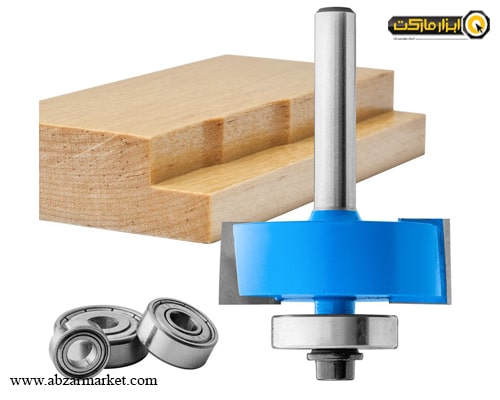
تیغه اور فرز دو راهه فاق زن پله ای یا Rabbeting Bit که برای کام زنی پله ای و آماده سازی لبه برای متصل کردن جفتی دو قطعه چوب به هم بکار برده میشود.
تیغه اور فرز منحنی بر Cove Bit (خلاف بانکی) که دقیقا خلاف تیغه Round Over بوده و بجای منحنی کردن و بر آمده کردن یک لبه، در آن فرو رفتگی ایجاد میکند و برای ساخت ظروف چوبی با اور فرز بسیار ایده آل است.

تیغ اور فرز دم چلچله ای یا Dove Tail Bit نیز دیگر موردی است که روی قطعه، کام و زبانه اتصال محبوب چلچله ای را به وجود میآورد. همین طور میتوان به چندین عنوان دیگر مثل تیغه اور فرز شیار زن باریک Slot Cutting، تیغه اور فرز شیار V شکل، تیغ شیار زن انگشتی و... اشاره کرد.

در اکثر پروسههایی که با لبه قطعه کار دارند، یا در یک عمق و شیار از قبل بریده شده عملیات اصلاح را انجام میدهند، تیغهها در قسمت انتهایی خود دارای یک بلبرینگ هستند. به عبارت بهتر، در کار با اور فرز و انتخاب یک تیغ برش، اگر قرار نیست با نوک آن برشی انجام گیرد و لبه تیز تیغ در کنارهها قرار داشته، پس آن تیغه به احتمال زیاد مجهز به یک بلبرینگ ابتدایی، انتهایی و یا هر دو سمت میباشد. این بلبرینگ هنگام کار، با چسبیدن به کنار سطح قطعه، باعث روان شدن و لگد کمتر دستگاه خواهد شد. در تیغههای شیار زن و برش مستقیم که لبه تیز در نوک تیغه جای دارد، یا بلبرینگی وجود ندارد؛ و یا با توجه به مدل تیغه، بلبرینگ آن در وسط شفت جای گرفته است.

نکات ایمنی کار با اور فرز نجاری
استادکاران نجاری میدانند که خلاقیت با اور فرز پایانی ندارد. هر روزه تیغههای متنوعی وارد بازار میشوند و هر کاربری ممکن است یک قطعه جدید و خلاقانه به کمک اور فرز بسازد. اما مثل هر دستگاه برقی و شارژی دیگر، برای استفاده از اورفرز نیز رعایت برخی نکات ایمنی ضرورت دارد.

اور فرز دستگاه فوق سریع و با قدرت برندگی بسیار بالاست!... لحظهای غفلت و برخورد انگشت و دست با تیغه آن در هنگام روشن بودن، به پشیمانی میرسد. در هنگام کار با آن شدیدا احتیاط کرده و از وسایل ایمنی مثل دستکش و عینک استفاده کنید.
هنگام عدم استفاده، تمیزکاری، چک کردن برش و... حتما دستگاه را کاملا خاموش کرده و در هنگام تعویض تیغه شدیدا تاکید میشود که کابل برق دستگاه را از منبع تغذیه جدا کنید!... عوض کردن تیغه اور فرز اگرچه آسان بنظر میآید اما با یک سهل انگاری ممکن است باعث اتفاقی ناگوار شود.

دقت داشته باشید که اور فرزها در یک جهت مشخص میچرخند (اکثرا در جهت عقربههای ساعت) و معمولا جهت این گردش محور روی بیس با علامت و فلش نشان داده شده است. علت حک این علامت آن است که کاربر هنگام نصب تیغه، سمت درست گردش لبه تیز را رعایت کند.
هنگام باز کردن و بستن تیغه، دستگاه باید کاملا مهار شده باشد. اگر مهره کولت به سختی باز میشود، میتوانید به آن چند ضربه کوچک بزنید. حین بستن تیغه، درون محور و شفت و لبهها را بررسی کنید که گرد و خاک، براده چوب و... در آنها نباشد.

به هیچ عنوان از یک تیغه خاص برای کاربری دیگر و غیر از آن استفاده نکنید. سرعت بالای دستگاه اجازه استفاده متفرقه از تیغهها را نمیدهد.
هنگام برشکاری با برخی قطعات کوچک، غیر از پوشیدن لوازم ایمنی، استفاده از دستگیره کمکی، اهرم پلاستیکی جابجایی قطعه که در برخی مدلها در جعبه دستگاه وجود دارد و یا گاهی باید به عنوان لوازم جانبی خریداری شود، توصیه میگردد.

هرگز با تیغه کُند شده و زنگ زده کار نکنید! این عمل ضمن پایین آوردن راندمان کاری، خطر آسیب و صدمه به کاربر و قطعه را افزایش میدهد. بعد از تمام شدن عمر مفید تیغه ها، نسبت به تهیه نوع جدید و سالم آنها اقدام کنید.

در این مقاله با نحوه کار با اور فرز و آموزش کار با فرز نجاری آشنا شدیم. مروری داشتیم برای مدل های مختلف تیغه اور فرز و اینکه برشکاری و تراشکاری با فرز نجاری چگونه انجام میگیرد. شما میتوانید برای خرید اور فرز نجاری در انواع مختلف به صورت آنلاین و فوری از بهترین سازندگان ایرانی و خارجی با گارانتی رسمی و مشاوره فنی و تخصصی رایگان به فروشگاه ابزار مارکت مراجعه کنید.












