صفر تا صد راه اندازی دستگاه اره فلکه و تنظیم تیغه اره فلکه
تنظیم تیغه اره فلکه
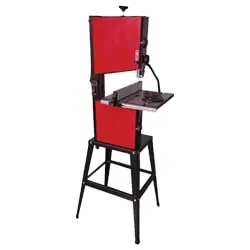
قبل از شروع بحث تنظیم تیغه اره فلکه، معرفی کلی دستگاه و بخشهای مختلف مربوط به آن ضروری است. اره نواری نجاری یا اره فلکه، یک دستگاه بزرگ و صنعتی با چندین حالت برش چوب و قطعه کار در زوایای مختلف است. این ماشین تخصصی در چند مدل ساخته میشود که معروفترین آنها اره فلکه ایستاده، اره فلکه افقی (رام) و اره نواری مینیاتوری و کوچک (گاهی شارژی) است. نوع ایستاده پر استفادهترین و پرفروشترین در صنعت و بازار بوده و در کشور ما نیز از این مدل بیشتر به عنوان اره فلکه یاد میشود. دستگاهی معمولا مرتفع و بلند دارای اجزای اصلی مثل موتور در قسمت پایین، دو فلکه که تیغه بر روی آنها میافتد و میچرخد، یک تیغه نواری، پایه، میز کار و ... باقی قسمتهای کوچک و بزرگی که به کاربر در برش و تنظیم کمک خواهد کرد.
نحوه کار با این دستگاه به گونهای است که قطعه کار روی میز قرار میگیرد و بنا به تصمیم و نیاز کاربر، با رعایت اصول ایمنی کار برش انجام میشود. البته که اره فلکهها فقط کار برش چوب را انجام نمیدهند و میتوان با تیغه درست، کار برش فلز را هم انجام داد؛ ضمن اینکه اره فلکه گوشت و استخوان هم در بازار وجود دارد. در هر حال اره فلکه (نواری) فرقهای مهمی با دستگاههای مشابه برش مثل فارسی بر، اره میزی، گرد بر، اره مویی و ... داشته و برای بررسی دقیق اره فلکه و درک این تفاوتها توصیه میکنیم مطلب «راهنمای خرید اره فلکه (اره نواری) و کاربرد آن» را از همین وبلاگ حتما بخوانید.

انتخاب تیغه اره فلکه
اولین نکته، انتخاب تیغه درست برای کار است. قبل از اینکه شروع به استفاده از یک اره فلکه کنید، اینکه قرار است چه قطعه کاری با چه جنس و ضخامتی را برش بدهید بسیار اهمیت دارد. سه پارامتر مهم طول، عرض و ضخامت تیغه نقشی حیاتی را در کاربری و اندازه تیغ اره فلکه ایفا میکنند. ضمن اینکه حتی تعداد دندانه و شکل قرارگیری آنها نیز جایگاه خود را دارد.
طول
تیغه اره فلکه از یک بند فلزی بلند و یکپارچه تشکیل شده که سر و ته آن بسته و توسط دستگاه جوش خورده است. برای همین طول یک تیغه اره نواری در اکثر موارد به صورت ثابت و از قبل توسط سازندگان آن آماده شده است. اما همیشه همه تیغهها در بازار به شکل از قبل برش خورده و آماده شده نیستند؛ برخی سازندگان با ارائه کلافهای تیغه به متخصصان و کاربران کمک میکنند تا خودشان به دلخواه سایز مورد نظر خود را برش دهند و پس از جوش دادن دو سر تیغه، آن را استفاده کنند. در طولهای استاندارد و از قبل جوش خورده، سایز تیغه در اره فلکه ایستاده بنا به قدرت کاربری آن از حدود 140 سانتیمتر تا 300 سانتیمتر ساخته میشود. هر چقدر طول یک تیغه بیشتر باشد، معمولا عرض و قدرت آن بیشتر بوده و کاربری آن فرق میکند.

عرض
شاید مهمترین عدد در انتخاب یک تیغه عرض آن باشد چرا که پهنای یک تیغ اره فلکه ارتباط مستقیمی به کاربری آن دارد. در بازار این بازه انتخاب بین 1.5 میلیمتر تا حتی 150 میلیمتر نیز وجود داشته و همانطور که میتوانید حدس بزنید تیغههای باریکتر ساختاری ضعیفتر داشته و برای کارهای ظریف است. سایزهای بسیار کوچک تیغه اره نواری در قسمت عرض، بسیار شبیه به تیغه اره مویی و از آنها برای شکل دادن دقیق و در آوردن طرحهای با جزییات کوچک روی چوب استفاده میشود. در واقع هر چه عرض کمتر شده، شعاع برشی بهتر و آزاد بودن دست کاربر در چرخش قطعه و برش جزییتر بیشتر میشود اما قدرت آن پایین میآید.

ضخامت و دندانهها
فاکتور سوم اما ضخامت است که با عرض تیغه در ارتباط نزدیکی قرار دارد. ضخامت تیغهای اره نواری بین 0.65 تا حدود 1.60 میلیمتر در گام بندی استاندارد ساخته میشوند و با بزرگتر شدن و ضخیمتر شدن یک تیغه، کاربری آن نیز به سمت برش قویتر میل میکند.
دندانهها نیز فاکتورهای خود را دارند. ارتفاع دندانه تیغه اره نواری که فاصله قسمت گود تا نوک یک تیغه بوده در میزان برش موثر است. براده برداری توسط این بخش انجام شده و با تغییر ارتفاع، این میزان تغییر میکند. زاویه دندانه نیز به سرعت برش کمک میکند. با کم شدن زاویه سرعت نفوذ در قطعه کار کمتر و با بیشتر شدن آن این سرعت بیشتر میشود. خوب است بدانید که تیغههای با زوایای بالا خطر شکستگی بیشتری دارند. هر چه زاویه دندانه به سمت صفر میل کند سرعت برش پایینتر و تیغه برای قطعات ضخیمتر و جنس محکمتر مثل فلزات مناسب است. این زاویه بصورت 0، 5، 10، 16 و ... درجه ساخته میشود.
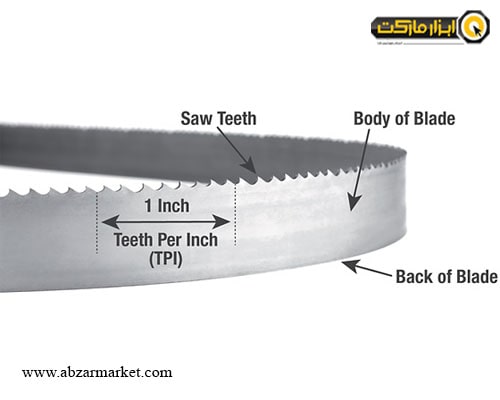
گام و تعداد دندانه در سانتیمتر یا اینچ، شکل و جهت، تک یا دو طرفه بودن چپ و راست تیغه اره فلکه نیز از دیگر پارامترهای ساخت تیغه است. هر چه تعداد تیغه بیشتر بوده و گام آن کمتر باشد، کارکرد آن برای پروژهها و قطعات کوچک و ظریف مناسب است. اکثر تیغهای امروزی اره فلکه بصورت دوطرفه ساخته میشود و این کار باعث روان شدن حرکت تیغ در طول دستگاه، زیر قطعه، حین برش و جداسازی بهتر برادهها خواهد شد. ضمن اینکه وزن و کشش نیز بصورت مناسبی روی تمام سطوح تیغه تقسیم میشود.
روش تنظیم تیغه اره فلکه
در ادامه به مراحل نصب و تنظیم یک تیغه اره نواری میپردازیم. دو فلکه اصلی دستگاه (خصوصا فلکه بالایی)، جنس و کاربری و ابعاد خود تیغه، پیچ تنظیم کشش و مجموعه بلبرینگهای نگهدارنده و هدایت کننده تیغه، بخشهای اصلی تنظیم یک تیغ اره فلکه را تشکیل میدهند.

1 - پیش از گذاشتن تیغه روی دستگاه ابتدا از سالم و اندازه بودن طول تیغه، در یک راستا و روان بودن هر دو فلکه و لاستیکشان و از سلامتی بلبرینگها اطمینان حاصل کنید. سپس بررسی کنید که تیغه قبل از نصب تا نخورده و به اصطلاح برنگشته باشد. محل جوش آن خوب سوهان خورده و صاف و یکدست باشد. در صورت درست بودن همه چیز، جهت دندانهها بعد از نصب رو به پایین خواهد بود.
2 – ابتدا محدود کننده پلاستیکی تیغه روی میز کار، گونیا و خط کش را جدا کرده و دربهای دسترسی به فلکهها را باز کنید. پیچ تنظیم کشش را در بازترین حالت قرار دهید. در تمام اره نواریهای ایستاده، جایگاه فلکه پایینی ثابت بوده و این قطعه با گرفتن نیرو از موتور فقط کار چرخاندن تیغه را انجام میدهد؛ تنظیم فلکه برای تیغه، مربوط به فلکه بالایی بوده که بصورت بالا-پایین و عقب-جلو جابجا میشود. تیغه را از مسیر مشخص شده و شیار ریز روی میز کار عبور داده و دور فلکهها بیندازید. دقت کنید که تیغه از مسیر بلبرینگها عبور کند.

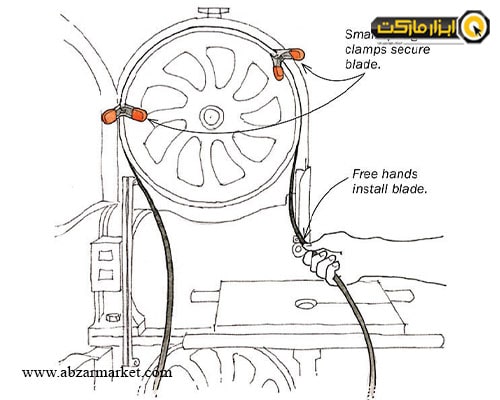
3 – در این مرحله تیغ باید بصورت موقت روی فلکهها پایدار بماند. ابتدا آن را با گیره یا دست روی فلکهها نگه دارید و بعد از اتمام پروسه جا انداختن اولیه، پیچ تنظیم کشش را در این مرحله تنها به اندازه و قصد گرفتن موقتی تیغه و نگهداشتن آن روی فلکهها سفت کنید. با مهره تنظیم فلکه بالایی (معمولا پشت فلکه) زاویه و صافی فلکه را تنظیم کنید و همزمان آن را بچرخانید تا جایی که قسمت گودی دندانههای تیغه (گالت) در مرکز لاستیک نگهداره فلکه بیفتد. بعد از اطمینان از جای درست آن، پیچ تنظیم کشش را کمی بیشتر سفت کنید تا تیغه از جای تنظیم شده روی فلکه تکان نخورد.
4 – تنظیم مجموعه بلبرینگها قدم بعدی است. دو گروه بلبرینگ معمولا 3تایی در بالا و پایین میز و روی فکها قرار دارند؛ یک بلبرینگ پشتی که نقش تکیهگاه تیغه را داشته و 2 بلبرینگ کناری که هدایت کننده آن هستند. هر سه را کمی شل کنید. ابتدا بلبرینگ پشتی را در بازه و ضخامت 0.03 تا 0.05 میلیمتر با تیغه تنظیم و سفت کنید. بهترین جایگاه تیغ حالتی است که اگر از کنار تیغه (روبروی دستگاه) به نوار نگاه کنید، تنها دندانهها و نوک تیز تیغه بیرون از بلبرینگهای کنار دیده شود. در واقع اگر در مراحل قبلی جایگیری گالت در زمان تنظیم انداختن تیغ روی فلکه به خوبی انجام شده باشد، به احتمال بسیار زیاد در این قسمت هم تیغه در جایگاه درست خود قرار خواهد داشت. بعد از تنظیم بلیرینگ نگهدارنده، به 2 بلبرینگ هدایت کننده بپردازید؛ میزان فاصله و ضخامت بین تیغه و 2 بلبرینگ کناری در حالت ایدهآل نیز چیزی بین 0.01 تا 0.03 میلیمتر است. با آچار فیلر میتوان براحتی این تنظیمات ضخامت را انجام داد. اما در صورت نداشتن آچار فیلر، با یک اسکناس استاندارد و یا کاغذی نو و تا نشده که ضخامت مشخصی دارد، میتوان به این کار پرداخت. هر گاه کاغذ بطور روان بین تیغه و بلبرینگ جابجا شد و همزمان به هر دو مماس بود و باعث چرخش بلبرینگها میشد، معمولا این فاصله در بهترین شرایط قرار دارد.

5 – میزان اصلی کشش تیغه شاید بزرگترین چالش در تنظیم آن باشد. برای این کار چند روش وجود دارد؛ یک روش سنتی است که بنا به تجربه استادکاران، گفته میشود مثل تنظیم یک تسمه کولر، اگر هنگام دست زدن به تیغه روی دستگاه و حالت خاموش، میزان خمیدگی یا به اصطلاح بازی کردن تیغه بین 0.5 تا یک سانتیمتر باشد کشش آن خوب است. روشی دیگر برای بعضیها آشنا بودن به زنگ صدای تیغه است که اگر کشش تیغ تنظیم باشد، با ضربه زدن انگشت به آن صدای خاصی خواهد داد. اما بهترین شیوه شاید این است که بعد از اطمینان از جایگیری صحیح تیغ در دستگاه و رعایت تمام نکات ایمنی، با احتیاط آن را روشن کرده به صدای چرخش گوش دهید و همزمان به تیغه نگاه کنید که آیا لقی و لنگی دارد یا خیر؟... در همین حالت روشن، باز هم البته با احتیاط و سرعت خیلی کم پیچ تنظیم را شل و سفت کنید تا هم صدای چرخش تیغ کم شود و هم لنگی آن بصورت چشمی از بین برود. در نهایت در این روش و به شرط سالم بودن تمام قطعات و تنظیم درست فلکه و بلبرینگها، اگر هیچ مشکلی در صدا و چرخش تیغه نبود، به احتمال خیلی زیاد میزان کشش تیغ تنظیم خواهد شد.

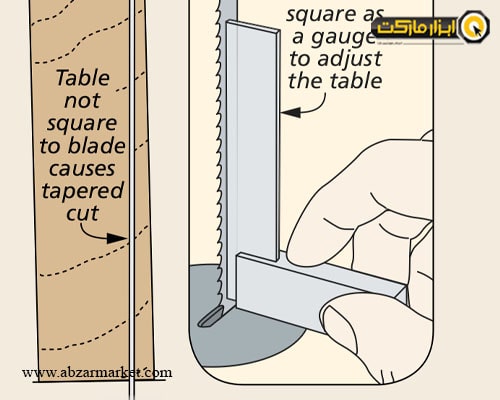
6 – مرحله آخر تنظیم میز برش و تراز کردن آن از هر 4 طرف است. با پیچهای تنظیم میز این کار را انجام داده و با یک تراز از صاف بودن آن در تمام جهات مطمئن شوید. بعد از این کار به کمک یک گونیا، از دو طرف کناری و از پشت تیغ، میزان قائم بودن زاویه تیغه با میز را بسنجید. تیغ و میز باید باهم از کنار و خصوصا از سمت پشت تیغه، یک زاویه قائمه و 90 درجه داشته باشند.
7 – در نهایت و با انجام درست تمام این مراحل، تیغه اره نواری تنظیم شده و آماده برش خواهد بود. در صورت وجود عیوب مختلف مثل لنگی، وجود صدا، برش با پرتی زیاد و درفت کردن، برش نامنظم و انحراف دار، سر خوردن و از جا در آمدن تیغه، لرزش شدید تیغه و ... به سرعت دستگاه را خاموش کرده و قبل از ادامه کار از تنظیم و سالم بودن تیغه و باقی اجزا مطمئن شوید.
نحوه تعویض تیغه اره فلکه
طول تیغه برندهای مختلف باهم برابر نیست برای همین اگر احتیاج به تعویض تیغه به صورت سفارشی و کاستومی دارید و یا تیغههای فابریک دستگاه در دسترس نیست، با کمک فرمول: (قطر فلکه × 3.14 + فاصله مرکز تا مرکز دو فلکه × 2 = اندازه طول تیغه) میتوان طول و درازای مناسب تیغ اره نواری را بدست آورد. اهمیت دانستن ظرفیت طول تیغه دستگاه در آنجاست که اگر طول بند فلزی انتخابی زیادی کوچک و بزرگ باشد، هر چقدر کشش آن را تنظیم کنید باز هم تیغ بر روی فلکه فیت نخواهد شد. ضمن اینکه عوض کردن و نصب هر مدل تیغه اره نواری با ضخامت و کاربری مختلف، تنظیم دوباره و صبر و حوصله خود را میطلبد و تمام نکات انتخاب و تنظیم، در زمان تعویض نیز باید اجرا شود.

بررسی مشکلات احتمالی استفاده از اره فلکه
در هنگام کار برش با اره فلکه نواری مشکلات متعدد بسیاری ممکن است رخ دهد. از مسائل خود دستگاه گرفته تا مواردی مربوط به تیغه اره نواری که خود داستان مفصلی دارد. به طور مثال برای جلوگیری از مشکلات مربوط به دستگاه میتوان گفت که حین کار باید از سلامتی تمام اجزای ماشین، مثل فلکه و بلبرینگها قبل و هنگام شروع کار مطمئن شوید.
ابتدای شیفت کاری به تنظیم کشش تیغه بپردازید و بعد کار را آغار کنید.
از عدم وجود هر تیغه اره فلکه به دلیل حساسیت در ساخت و جنس، در صورت وجود موانع در مسیر گردشی خود براحتی آسیب خواهد دید.
بازه دما، سرعت و زمان کاری را مدیریت کنید. هر سه این فاکتورها در صورت افراط و تفریط باعث کاهش عمر تیغه و یا حتی دستگاه خواهند شد. بعد از هر برش و نوبت کاری، به دستگاه چند دقیقه جهت خنک شدن موتور و سطح تیغه فرصت دهید. نگذارید سطح برش و تیغ بیش از حد داغ شود. در زمان برشکاری نیز صبر و حوصله به خرج دهید و عجله نداشته باشید. به قطعه کاری جهت بیشتر کردن سرعت برش فشار مضاعف نیاورید.
برخی مشکلات کار با اره نواری نیز مخصوص و مرتبط به خود تیغه هستند که برای حل کردن تمام مشکلات تیغه اره نواری میتوانید به مقاله بررسی مشکلات احتمالی هنگام استفاده از تیغ اره فلکه در همین وبلاگ مراجعه کنید.

در نهایت اینکه کیفیت انتخاب، ساخت و نگهداری خود دستگاه و تیغه اره فلکه به اندازه تنظیم آن مهم است. برای خرید اره فلکه نواری و تیغه با کیفیت آن میتوانید به سایت ابزارمارکت مراجعه کنید.