
تفاوت جوشکاری TIG و MMA در چیست؟
در دنیای صنعت، به روشها و فرایندهای مختلفی اتصال و جوش بین فلزات انجام میشود. دو تا از فرایندهای پرکاربرد جوشکاری TIG و MMA است که هر کدام برای ایجاد جوش بین دو قطعه کاربرد دارند. ولی با وجود اینکه هر دو این فرایندها برای ایجاد جوش کاربرد دارند، در عملکرد، کاربرد و موارد دیگر تفاوتهای اساسی با یکدیگر دارند. با دانستن تفاوت بین این دو فرایند و انتخاب صحیح، میتواند از هزینههای اضافی جلوگیری کنید و به خروجی مطلوبتان برسید. در این مقاله از ابزارمارکت قرار است که به فرق جوشکاری TIG و MMA بپردازیم، تا بهتر تفاوت و کاربرد هر کدام را متوجه شوید و انتخاب آسانتری داشته باشید.

- معرفی جوشکاری با الکترود دستی (MMA)
- معرفی جوشکاری تیگ (TIG)
- تفاوت جوش تیگ و MMA
- تفاوت جوش تیگ و MMA در یک نگاه
- جوشکاری TIG یا MMA؟ کدام را انتخاب کنیم؟
معرفی جوشکاری با الکترود دستی (MMA)
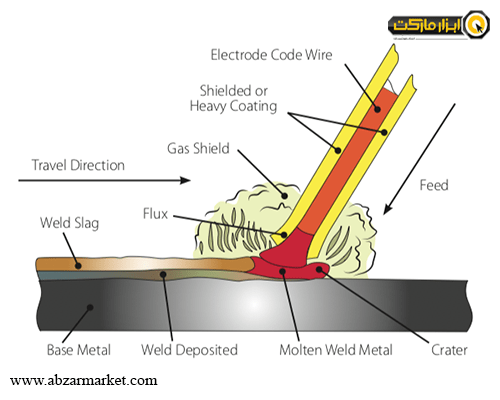
جوشکاری MMA یا Manual Metal Arc ، یکی از رایجترین روشهای جوشکاری است که به وفور داخل خانهها و کارگاههای کوچک و یا کارگاههای بزرگ صنعتی پیدا میشود و به اسم جوشکاری با الکترود دستی و جوش برق نیز شناخته میشود. به جرئت میتوان گفت تمام دستگاههای جوش خانگی، برای جوش MMA مناسب هستند و این نوع جوشکاری از معروفترین و پر طرفدارترین فرایندهای جوشکاری به حساب میآید. از نامهای دیگر این فرایند میتوان به نام SMAW (Shielded Metal Arc Welding) اشاره کرد که توسط سازمان AWS نامگذاری شده است. جوشکاری MMA نوعی جوشکاری ذوبی با قوس الکتریکی است که در آن از یک الکترود روکشدار برای ایجاد قوس الکتریکی بین الکترود و قطعه کار استفاده میشود. گرمای حاصل از قوس، الکترود و فلز پایه را ذوب کرده و با سرد شدن حوضچه مذاب، جوش ایجاد میشود.
الکترود دستی علاوه بر ایجاد قوس الکتریکی، دارای یک لایه بیرونی است که همان روکش یا فلاکس الکترود نامیده میشود. این لایه حین فرایند جوشکاری ذوب میشود و یک لایه محافظ بر روی حوضچه مذاب تشکیل میدهد تا حوضچه مذاب اکسید نشود و همچنین قوس الکتریکی دارای ثبات باشد. با سرد شدن حوضچه مذاب، این لایه محافظ نیز سرد و سخت میشود که به گل جوش شناخته میشود و بعد از اتمام جوشکاری باید از روی سطح جوش برداشته شود.
در جوشکاری با الکترود روکش دار یا جوشکاری MMA ، از یک منبع DC یا AC استفاده میشود که جریان برق را در قطعه کار و الکترود ایجاد میکند که هر دو آنها به وسیله انبر به دستگاه اینورتر متصل میشوند. جوشکاری MMA معمولا به جریان 50 تا 350 آمپر و به نسبت ولتاژ کم 10 تا 50 ولت نیاز دارد. لازم به ذکر است که این تنظیمات باید طبق جنس قطعه کار، نوع الکترود، نوع جریان و شرایط کار و محیط تنظیم شوند. الکترودهای جوشکاری MMA در 5 نوع قلیایی، رتیلی، سلولزی، اسیدی و اکسیدی موجود هستند و دارای قطرهای 2.5، 3.2، 4 و 5 میباشند. در صورتی که علاقه دارید بیشتر راجع به الکترودهای جوشکاری اطلاعات کسب کنید، خواندن مقاله 0 تا 100 انواع الکترود جوشکاری و کاربرد آنها پیشنهاد میشود. دیوتی سایکل استاندارد و رایج اینورترهای جوشکاری بین مصارف خانگی و نیمه صنعتی مقدار 60 درصد است ولی ممکن است بر اساس نیاز کمتر یا بیشتر نیز شود.

معرفی جوشکاری تیگ (TIG)
جوشکاری TIG (Tungsten Inert Gas) یا جوشکاری آرگون، یک روش جوشکاری با قوس الکتریکی است که با نام GTAW (Gas Tungsten Arc Welding) که توسط سازمان AWS نامگذاری شده است نیز شناخته میشود. در جوشکاری تیگ از یک الکترود تنگستن مصرف نشدنی برای ایجاد قوس استفاده میشود و گاز خنثی (معمولا آرگون) برای محافظت از حوضچه مذاب در برابر اکسیداسیون بکار میرود. تنگستن استفاده شده، در حین فرایند جوشکاری ذوب نمیشود و تاثیری در حوضچه مذاب ندارد، به همین دلیل است که آن را الکترود مصرف نشدنی مینامیم.
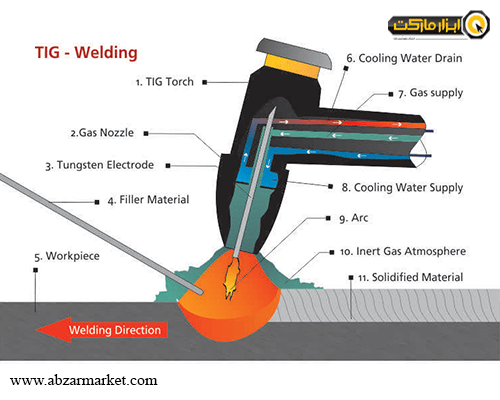
برای تقویت جوش، میتوان از یک فلز پرکننده نیز استفاده کرد، ولی بر خلاف جوشکاری MMA، این فلز در تشکیل قوس تاثیری ندارد و باید به صورت متناوب توسط قوس ذوب شود تا به جوش استحکام بیشتری ببخشد. انتخاب جنس سیم جوش یا فلز پرکننده به جنس قطعه کار شما بستگی دارد و میتواند هم جنس یا غیر هم جنس با قطعه کار باشد. برای جوشکاری فلزات ضخیم معمولا از گاز هلیوم به عنوان گاز بی اثر استفاده میشود تا حرارت بیشتری تولید کند. البته در بعضی جوشکاریهای خاص، گاز فعال هیدروژن بکار میرود تا حرارت قوس و سرعت جوشکاری را افزایش دهد. جوشکاری TIG نیز میتواند به صورت DC یا AC انجام شود که باید بر اساس جنس قطعه کار انتخاب شود.
تفاوت جوش تیگ و MMA
در این بخش، به مقایسه دقیق دو روش جوشکاری TIG و MMA از جهات مختلف میپردازیم تا به شما در انتخاب بهترین روش کمک کنیم. این دو روش تفاوتهای مختلفی با یکدیگر دارند که در نتیجه انتخاب بین آن دو را بسیار مهم میکند.
نوع الکترود
یکی از اصلیترین موارد تفاوت جوش تیگ و MMA در نوع الکترود این دو است. جوشکاری MMA از الکترود مصرفی استفاده میکند که این الکترود حین پروسه جوشکاری، ذوب میشود و به خورد جوش میرود. الکترود جوشکاری MMA معمولا جنسی مشابه با قطعه کار دارد.
ولی در مقابل در جوشکاری تیگ ، الکترود مورد استفاده، از جنس تنگستن است و برای تشکیل و تثبیت قوس مورد استفاده قرار میگیرد. الکترود جوشکاری TIG، ذوب نمیشود و برای تقویت حوضچه مذاب باید از سیم جوش استفاده کنید.

گاز محافظ
از دیگر تفاوتهای جوشکاری TIG و MMA در نوع گاز محافظ آنها است. حین جوشکاری تیگ برای محافظت از حوضچه مذاب در برابر اکسیداسیون و همچنین برای جلوگیری از خاموش شدن قوس الکتریکی، از گاز بی اثر استفاده میشود. این گاز خنثی یا بی اثر معمولا آرگون است و در بعضی شرایط از هلیوم نیز استفاده میشود. گاز خنثی از مخزن تحت فشار بیرون میآید و با قرار گرفتن در پیرامون جوش حین عملیات جوشکاری، از آن محافظت میکند.
در مقابل، جوشکاری MMA از گاز بی اثر استفاده نمیکند و در واقع الکترود باعث محافظت از حوضچه مذاب میشود. همانطور که اشاره شد، الکترود مصرفی در جوشکاری MMA دارای روکش است که طی عملیات جوشکاری ذوب میشود و از نقطه جوش محافظت میکند.
کیفیت جوش
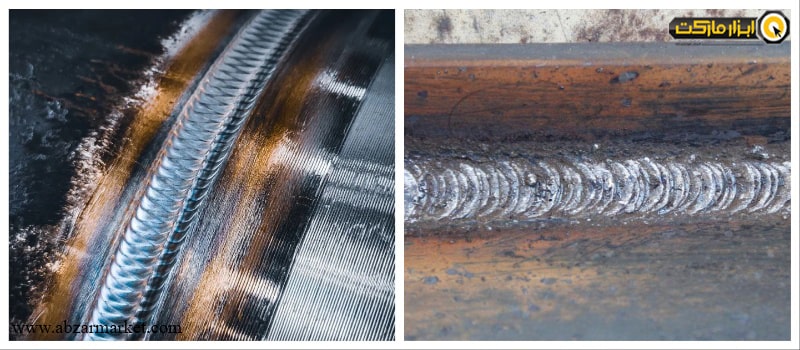
از دیگر پارامترهایی که باعث ایجاد فرق جوشکاری TIG و MMA میشود، کیفیت جوش است. در جوشکاری MMA به علت پاشش بالای مذاب و کنترل کم بر روی حوضچه مذاب، ممکن است جوشها به کیفیت و تمیزی مورد نظرتان نباشد. از طرفی روکش الکترود باعث ایجاد گل یا سرباره بر روی جوش شود که نیاز است در پایان جوشکاری جدا شود. در صورت جوشکاری اشتباه یا جدا نکردن صحیح سرباره، سربارهها میتوانند باعث ایجاد عیب در جوش شوند و یا ظاهر بدی به آن بدهند که در نتیجه کیفیت جوش را پایین میآورد.
ولی در جوشکاری تیگ این دردسرها وجود ندارد! جوشکاری تیگ پاشش مذاب بسیار کمتری دارد که در بسیاری از مواقع حتی وجود ندارد. این اتفاق منجر به کیفیت بالاتر جوش و همچنین زیبایی ظاهری آن میشود و بعد از جوشکاری قطعه نیازی به دردسر سنگ زنی برای از بین بردن مذابهای پاشیده شده بر روی قطعه کار را ندارد.
مهارت جوشکار
کنترل حوضچه مذاب و مهارت جوشکار در جوشکاری تیگ بسیار حائز اهمیت است. حین جوشکاری تیگ باید دقت و کنترل کامل بر روی فرایند جوشکاری را داشته باشید تا جوش خوبی بزنید. این در حالی است که جوشکاری MMA زمان یادگیری کوتاهتری دارد و نیازمند مهارت کمتری است. این مزیت جوشکاری MMA، آن را برای بسیاری از صنایع و جوشکاران مبتدی و حتی مصارف خانگی مناسب کرده است.
مسافت و سرعت جوشکاری
جوشکاری MMA به دلیل استفاده از الکترود با طول نسبتا کوتاه، این فرایند را برای جوشکاریهای کم مسافت مناسب کرده. البته میتوانید از این فرایند برای جوشکاریهای طولانی نیز استفاده کنید، ولی حین کار نیاز به تعویض مداوم الکترود و شروع جوشکاری از نقطه قبلی جوشتان دارید. در صورتی که آغاز خوبی نداشته باشید، ممکن است عیوبی در جوشتان ایجاد شود. این در حالی است که جوشکاری تیگ نیازی به توقف مداوم ندارد و الکترود آن حین کار مصرف نمیشود. از طرفی میتوانید از سیم جوشهای بسیار بلند استفاده کنید تا نیاز به تعویض سیم جوش نیز نباشد.
ولی لازم به ذکر است که با وجود مسافت بالای جوشکاری تیگ، سرعت بسیار کمتری دارد. زیرا جوشکاری تیگ دقیقتر و ظریفتر از جوش MMA است که این موضوع سرعت کار را پایین میآورد.
هزینه و تجهیزات مورد نیاز
جوشکاری MMA به طور کلی فرایند کم هزینهتری نسبت به جوشکاری تیگ است و قابلیت حمل و نقل تجهیزات راحتتر است. این مسئله کاربرد جوشکاری MMA را وسیعتر میکند و آن را بین کاربران محبوبتر و پر استفاده میکند. جوشکاری تیگ نیاز به تجهیزات بیشتری دارد که هر کدام بها و قیمت بالاتری نسبت به تجهیزات جوشکاری MMA دارد.
کاربرد
کاربرد از دیگر مسائل فرق بین جوشکاری MMA و TIG میباشد که انتخاب بین این دو فرایند را بسیار مهم کرده است. جوشکاری با روش تیگ خط جوش نازکی ایجاد میکند که آن را برای درزهای ریشه و سطوح باریک بسیار مناسب میکند. از طرفی فلزات نازک و کم ضخامت نیز به وسیله جوش تیگ باید جوشکاری شوند زیرا در این فرایند تنها با ذوب کردن لبههای سطح کار، جوش ایجاد میشود. به طور کلی جوشکاری تیگ برای فلزات مختلفی از جمله فولادهای سخت و نرم، آلومینیوم، مس، روی، تیتانیوم و آلیاژهای مختلف کاربرد دارد.
از طرف دیگر، جوشکاری MMA برای درز جوشهای ساده و فلزات ضخیم کاربرد دارد و معمولا برای جوشکاری فولاد، آلومینیوم، چدن، مس و آلیاژهای مختلف مورد استفاده قرار میگیرد.

نوع کاربری
هر دو روش MMA و TIG برای جوش دادن و ایجاد اتصال بین دو قطعه استفاده میشود، ولی به دلیل تفاوتهای ذکر شده از جمله هزینه، مهارت، کاربرد و... نوع کاربری این دو متفاوت است. جوشکاری MMA به دلیل هزینه معقول و یادگیری استفاده بسیاری در کارگاه ساختمانی و ساخت و ساز، ساخت سازههای آهنی، آهنگری و... و مصارف خانگی از جمله تعمیرات و اتصال سازههای آهنی مانند نرده، قفل، پنجره، در و... دارد. در مقابل از روش TIG بیشتر در مصارف صنعتی، جوش خطوط لوله، ساخت دستگاهها و وسایل فلزی و... مورد استفاده قرار میگیرد.
تفاوت جوش تیگ و MMA در یک نگاه
|
عنوان |
جوشکاری MMA |
جوشکاری TIG |
|
گاز محافظ |
روکش الکترود مصرفی |
آرگون یا هلیوم |
|
نوع الکترود |
الکترود مصرفی |
غیر مصرفی (الکترود تنگستن) |
|
تقویت جوش |
به وسیله الکترود مصرفی |
به وسیله سیم جوش جداگانه |
|
نوع جریان جوشکاری |
DC / AC |
DC / AC |
|
مهارت جوشکاری |
متوسط و به نسبت راحتتر |
سخت و نیاز به مهارت بالا |
|
سرباره |
دارد |
ندارد |
|
هزینه |
متوسط |
بالا |
|
اتوماسیون |
باید به صورت دستی انجام شود |
کل فرایند یا بخشی از آن قابلیت اتوماسیون شدن دارد |
|
کیفیت جوش |
کیفیت جوش متوسط و پاشش مذاب بر سطح قطعه کار با سراعت بالای جوشکاری |
کیفیت جوش بالا با سرعت پایین جوشکاری |
|
کاربرد |
جوشکاری فلزات ضخیم، فولاد، چدن، آلومینیوم و آلیاژها |
جوشکاری فلزت نازک و ظریف، فولادهای سخت و نرم، آلومینیوم، مس، روی، تیتانیوم و آلیاژها |
|
نوع کاربری |
خانگی |
صنعتی |
جوشکاری TIG یا MMA؟ کدام را انتخاب کنیم؟
انتخاب بین جوشکاری TIG و MMA به نیازهای خاص پروژه شما بستگی دارد. اگر به جوشهای با کیفیت بالا، ظاهر زیبا و کنترل دقیق نیاز دارید و یا قصد جوشکاری بر روی فلزات نازک دارد، جوشکاری TIG گزینه مناسبی است. اما اگر سرعت، هزینه و سادگی مهمتر هستند، جوشکاری MMA میتواند انتخاب بهتری باشد.
در هر صورت، میتوانید از اطلاعات مقاله استفاده کنید تا با آگاهی بر تفاوت این دو فرایند و کاربرد هر کدام، مناسبترین فرایند را طبق نیازتان استفاده کنید.





