
0 تا 100 انواع الکترود جوشکاری و کاربرد آنها
چه نوع الکترودهایی در بازار وجود دارد؟ تفاوت انواع الکترود جوش در کجاست و اساسا الکترود چیست؟ چرا گاهی هنگام کار با یک نوع الکترود، راندمان بالا و جوشکاری لذت بخشی احساس میشود و در نوع دیگری نه؟ آیا برند تولید این ابزار جانبی در کیفیت و مرغوب بودن آن نقش دارد؟ عددهای حک شده روی یک الکترود به چه معناست؟ آیا از هر الکترودی میتوان برای هر نوع دستگاه جوشکاری استفاده کرد؟... اینها سوالاتی است که اگر انواع الکترود جوشکاری را نشناسید و کاربرد آنها را ندانید، بدون شک بی جواب میمانند و به احتمال زیاد هنگام تهیه یک الکترود جوش، به محصول مورد نظر و کالای مناسب کار خود نخواهید رسید. پس با ما همراه باشید.
- الکترود جوشکاری چیست؟
- کاربرد الکترود جوشکاری چیست؟
- تفاوت الکترود جوش با سیم جوش در چیست؟
- انواع الکترود جوشکاری
- انواع الکترود جوشکاری از لحاظ قطر
- انواع الکترود جوشکاری از لحاظ نوع پوشش
- انواع الکترود جوشکاری از لحاظ ساخت
- انواع الکترود جوشکاری از لحاظ جنس مفتول
- انواع الکترود جوشکاری از لحاظ ضخامت پوشش
- تحلیل نامگذاری انواع الکترود جوشکاری
الکترود جوشکاری چیست؟
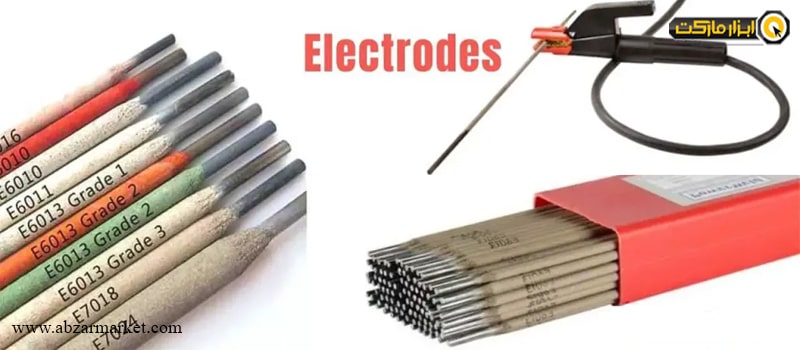
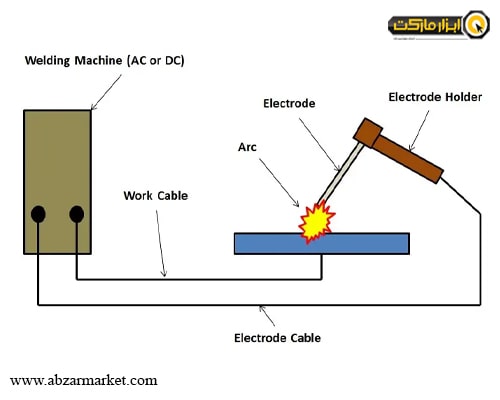
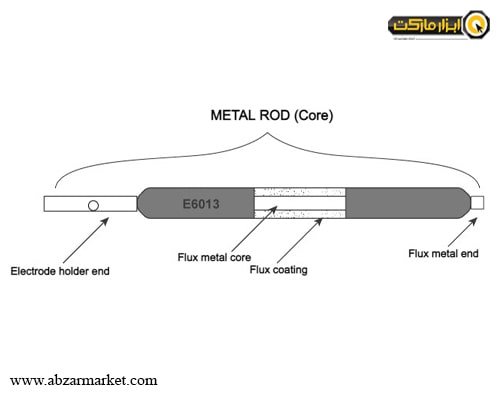
الکترود در نوع جوش برق قوسی با نام الکترود جوشکاری MMA شناخته شده و به یک سیم فلزی و رسانا گفته میشود که یک سر و تقریبا تمام بدنه آن روکش (پوشش) دار شده است. این سیم فلزی نسبتا ضخیم (شبیه به یک سیم و میله مفتولی) رابط بین جریان برق خروجی وارد شده به انبر جوش دستگاه اینورتر با قطعه و سطح کار است. الکترود جوشکاری MMA با توجه به جنس و ساختار، جریان خروجی برق دستگاه و منتقل شده به انبر جوش را گرفته و به یک قوس الکتریکی پر نور تبدیل میکند. این قوس Arc یا آرک جوش، باعث گرم شدن سطح قطعه کار (فلز) و ذوب شدن مواد سر الکترود میگردد و به این ترتیب مواد ذوب شده پروسه جوش دادن دو سطح فلزی را به وجود میآورد.
کاربرد الکترود جوشکاری چیست؟
همانطور که اشاره شد این وسیله برای اتصال دو سطح فلزی و یا مشابه فلز به کار میرود. ضخامت، جنس و نوع کاربری این قطعات کاری به الکترود مصرفی نهایی مربوط اند. اما به طور کلی یک الکترود جوشکاری در موارد اتصالات زیر کاربرد دارد:
- جوشکاری تیر آهن، اسکلت و سازه های ساختمانی
- اتصال میلگرد، ورق، پروفیل، قوطی و...
- جوش لوله کشی گاز، آب و انواع لوله های مختلف
- ساخت انواع درب و پنجره فلزی، نرده، میله، محافظ و...
و خلاصه بسیاری از کاربری های خانگی، کارگاهی و صنعتی که نیاز به چسباندن و اتصال دائمی دو فلز دارند از دستگاه جوش و الکترود جوشکاری استفاده میکنند.

تفاوت الکترود جوش با سیم جوش در چیست؟
قبل از اشاره به انواع الکترود جوش MMA، باید این نکته را ذکر کنیم که در این صنعت چند نوع اصلی الکترود و سیم جوش وجود دارند که ممکن است برخی از کاربران آنها را با هم اشتباه بگیرند. در واقع الکترود و سیم جوش ها به طور مستقیم به نوع دستگاه و نوع جوشکاری خانگی یا صنعتی مرتبط هستند.

1 - الکترود جوشکاری قوسی SMAW یا جوش MMA
این سیم و میلهی کوتاه همان الکترود مصرفی جوش شناخته شده در بازار است که بسیاری از کاربران خانگی و کارگاهی با آن سر و کار دارند. در واقع کلمه «الکترود جوشکاری» مختص همین محصول بوده و در این مقاله قرار است این نوع الکترود را زیر ذره بین ببریم.
2 - سیم جوش MIG
وایر یا سیم جوش محصولی مصرفی مخصوص جوشکاری نوع میگ یا Co2 است که به صورت یک حلقه و قرقره سیم ساخته شده و توسط یک دستگاه مخصوص در زمان جوشکاری به قطعه و سطح کار تزریق میشود. این محصول با جنس های مختلفی چون آلومینیوم، استیل، فولاد، برنج و... تولید شده و هیچ ربطی به نوع جوش MMA نداشته و کاملا با الکترود جوش قوسی MMA متفاوت است.

3- الکترود تنگستن جوش تیگ TIG
این نوع الکترود غیر مصرفی است و تنها برای جوشکاری تیگ TIG صنعتی گازی استفاده شده و ربطی به الکترودهای مصرفی جوشکاری قوسی با دستگاه اینورتر جوش MMA ندارد.
4 - الکترود تغذیه جوش تیگ TIG
گاهی در جوشکاری گازی تیگ (آرگون) نوعی از سیم و میله جوش به نام Welding Rod یا الکترود مصرفی (تغذیه شونده) استفاده میشود. دقت کنید که این کالا شباهت بسیار زیادی به الکترود جوش قوسی دارد و بسیاری آن را با الکترود معمولی اشتباه میگیرند؛ اما در واقع این سیم ها و میله جوش هم هیچ ارتباطی به جوشکاری قوسی نوع MMA ندارند! جنس این الکترودهای مصرفی و تغذیه جوش تیگ ممکن است از برنج، پلاستیک و PVC، پلی اتیلن، آلومینیوم، نیکل، فولاد و... ساخته شود. بزرگترین تفاوت ظاهری این الکترودهای TIG با الکترود جوش قوسی این است که الکترود تغذیه تیگ پوشش و عایق ندارد و تنها عمل تزریق شدن به سطح کاری را انجام خواهند داد و به انبر جوش دستگاه هم متصل نخواهد شد. به عبارت بهتر الکترود مصرفی جوش آرگون TIG هیچ کارایی در جوشکاری قوسی SMAW نخواهد داشت!

نکته مهم:
بنابراین در این مقاله وقتی از الکترود جوشکاری صحبت میکنیم، منظور همان الکترود جوش قوسی SMAW یا الکترود MMA برای اینورترهای جوش عمومی و پر مصرف در خانه و کارگاه است. چرا که سیم جوش میگ Co2، الکترود غیر مصرفی تنگستن + سیم مصرفی در جوش تیگ یا آرگون، همینطور سیم مصرفی در جوشکاری نوع زیر پودری، داستانی کاملا جدا از الکترود جوش MMA دارند که در آینده مطلب و مقالهای جداگانه برای آنها منتشر خواهد شد.
انواع الکترود جوشکاری
الکترود جوشکاری در صنعت به طور کلی به دو نوع «الکترود بدون روکش» و «الکترود روکش دار» و دو گروه «الکترود مصرفی» و «الکترود غیر مصرفی» تقسیم میشود.
نکته یک:
الکترود بدون روکش فقط در زمان قدیم برای جوشکاری قوسی ساخته میشد اما خیلی زود کنار گذاشته شد. از چند سال پیش تمام الکترودهای جدید جوش قوسی تنها به صورت روکش دار عرضه شده و الکترودهای بدون روکش امروز بازار فقط مخصوص جوشکاری تیگ TIG تولید میشوند.
نکته دو:
الکترود نوع غیر مصرفی هم تنها برای جوشکاری تیگ TIG استفاده شده و تمام الکترودهای جوشکاری قوسی از نوع «مصرفی» هستند.

بنابراین حالا که دانستیم تمام الکترودهای جوش قوسی MMA جدید «روکش دار» و «مصرفی» هستند، ذکر این نکته ضروری است که دسته بندی های جدیدتری برای آنها شکل گرفته است. برای همین اکنون هنگام خرید این محصولات در بازار احتمالا با این سوالات فروشنده مواجه میشوید:
چه الکترودی میخواهید؟ الکترود معمولی میخواهید یا سلولزی؟ الکترود چه شماره و سایزی میخواهید؟ و یا گاهی هم میپرسند برای جوش دادن چه فلزی الکترود میخواهید؟... تمامی اینها سوالات درستی است. اما برای فهمیدن اینکه چرا فروشنده چنین سوالاتی از شما میپرسد باید تیپ های الکترود جوش قوسی را به طور کامل بشناسید. انواع الکترود جوشکاری برق قوسی SMAW یا همان الکترود MMA در حال حاضر بر اساس فاکتورهای زیر تقسیم بندی میشود:
1 - از لحاظ قطر
2 - از لحاظ نوع پوشش
3 - از لحاظ ساخت
4 - از لحاظ جنس مفتول
5 - از لحاظ ضخامت پوشش

انواع الکترود جوشکاری از لحاظ قطر
به جرات میتوان گفت که سایز الکترود مهمترین پارامتر انتخاب آن است. نمره و قطر الکترود ارتباط مستقیم با میزان قدرت و خروجی آمپر دستگاه دارد. هرچه قطر الکترود بیشتر باشد، توان ذوب بیشتری را میطلبد و به این ترتیب اینورتر جوشکاری نیز باید آمپراژ بالاتری داشته باشد. در طرف مقابل هم، هر چه قطر الکترود بیشتر و دستگاه آمپر بالاتری داشته باشد، قوس و جرقه تولیدی قویتر بوده و برای ذوب فلزات ضخیمتر کاربرد دارد. بنابراین یک الکترود کوچک و نازک لزوما ضعیف نیست، بلکه به درد جوشکاری با جریان پایین در ورق ها و قطعات نازک میخورد.
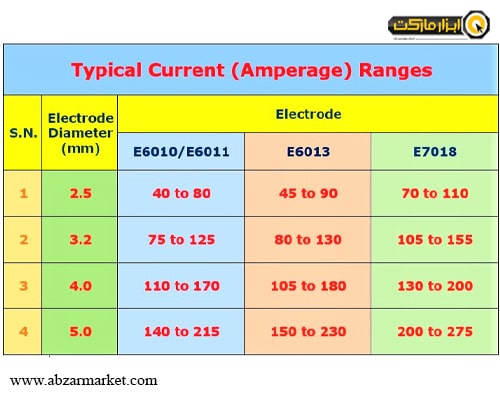
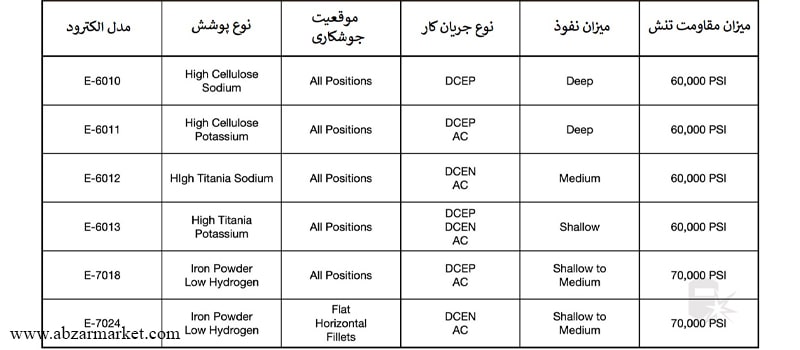
همانطور که در جدول بالا مشاهده میکنید علاوه بر تاثیر سایز الکترود، نوع پوشش و جنس الکترودها نیز این بازه جریان را تغییر میدهند. به طول مثال الکترود E7018 سایز 5 میتواند بین 200 تا 275 آمپر جریان کار کند اما مثلا همان سایز 5 در الکترود مدل E6010 دامنه جریان کاری بین 145 تا 215 آمپر خواهد داشت. هر سایز الکترود با توجه به جنس و نوع پوشش در یک محدوده مشخصی از جریان کار میکند و خارج از این بازه و استفاده از آنها روی قطعات نامربوط فلزی، راندمان و کیفیت جوشکاری را تغییر خواهد داد.
منظور از ذوب الکترود دائمی و مقطعی چیست؟
در مشخصات فنی اینورترهای جوش قوسی معمولا دو حالت استفاده در جلوی سایز الکترودها نوشته میشود: دائمی و مقطعی. منظور از دائمی این است که آن دستگاه میتواند آن سایز الکترود مربوطه را به صورت دائم ذوب کند و اتفاق برای دستگاه نیفتد. اینورتر در کار با آن سایز الکترود بیش از اندازه داغ نخواهد شد و توقف ناخواستهای در کار نخواهد بود. به طور مثال بسیاری از اینورترهای جوشکاری زیر 200 آمپر امکان جوشکاری سایز الکترود 4 و 5 را به طور دائمی ندارند و تنها به صورت مقطعی میتوانند این الکترودها را ذوب کنند.
منظور از ذوب مقطعی آن است یک دستگاه جوش نمیتواند به شکل دائمی و بدون توقف آن سایز از الکترود را ذوب کند؛ برای همین هنگام کار با آن سایز الکترود نیاز است تا کاربر ضمن کوتاه کردن هر نوبت جوشکاری، به دستگاه فرصت خنک شدن بدهد و ترجیحا با آن سایز الکترود تنها در صورت لزوم کار کند.
انواع الکترود جوشکاری از لحاظ نوع پوشش
دومین فاکتور مهم، جنس قطر پوشش داده شده هر الکترود است. 5 دسته کلی در جنس عایق و روکش الکترودها وجود دارد که هر کدام به چند جنس و زیرشاخه تقسیم میشوند.
1 - الکترود قلیایی
محبوب ترین و پر مصرف ترین الکترود مصرفی که خود دارای چند مدل بر اساس ترکیب مواد به کار رفته در عایق بوده و در انواع الکترود فلورید کلسیم، کربنات منیزیم و کربنات کلسیم وجود دارد. این کالا در موارد زیادی چون جوش مخازن، موتورخانه ها، صنعت کشتی سازی، نیروگاه ها، قطعات در معرض امواج و اشعه و... کاربرد دارد. الکترود قلیایی پاشش ذرات کمی دارد؛ وجود نرمی، عدم تلاطم و ایجاد گاز محافظ در سطح جوشکاری به دلیل تولید گاز مونوکسیدکربن و دی اکسید کربن ناشی از ذوب شدن عایق این الکترود، باعث بالا رفتن کیفیت جوشکاری خواهد شد. عدم ترک خوردن جوش نهایی، مقاومت در برابر ضربات و البته چسبندگی گل جوش (سرباره) در نوک آن، استفاده از الکترود قلیایی را به صورت عمودی فراهم میکند.
اما در طرف مقابل، الکترود قلیایی در جریان DC برای رسیدن به بهترین نتیجه، نیاز به تنظیم دقیق آمپر و تنظیم فاصله مشخص و یکسان از سطح کار دارد. برای همین معمولا استادکاران جوشکاری و افراد با تجربه بالاتر، راندمان بهتری در کار با این الکترود خواهند داشت. یکی از پر مصرف ترین مدل های الکترود قلیایی کد 7018 است.

2 - الکترود رتیلی
دو نوع معروف پوشش الکترود روتیلی از جنس اکسید تیتانیوم و پودر آهن ساخته شده و برخلاف نوع قلیایی، به دلیل ایجاد قوس آسان، به راحتی توسط تمام اشخاص قابل استفاده است. تیتانیوم و پودر آهن موجود در هر دو نوع آن، قوس را پایدار و یا به اصطلاح یونیزه میکند و برای استفاده در هر دو جریان AC و DC مناسب خواهد بود. این پایداری سریع قوس و غلظت مناسب سرباره، الکترود روتیلی را برای جوشکاری گوشه، تخت، گلویی و نقاط سخت و دشوار آماده کرده و بر روی فلزات غیر آهنی مثل آلومینیوم جوابگوست. از الکترود رتیلی بیشتر برای اتصال ورق های نازک و کاربری عمومی استفاده شده و گرده آن با کمترین پاشش، خط جوشی منظم با ظاهری دلنشین ارائه میدهد. از معروف ترین این الکترودها کد و مدل 6013 است.

3 - الکترود سلولزی
احتمالا دقت کردهاید که در دفترچه راهنمای برخی دستگاه های اینورتر خانگی قید شده: امکان کار با تمام الکترودها غیر از سلولزی. یا برعکس، در اینورترهای جوشکاری که دارای قابلیت کار با الکترود سلولزی هستند کاملا به این مورد اشاره شده است. دلیل آن خاص بودن این مدل الکترود در زمان جوشکاری است. الکترود سلولزی با چند پوشش متنوع مثل سدیم-سلولز و پتاسیم-سلولز عرضه شده که در نوع اول معمولا 30% سلولز و در نوع دوم 40% از این ماده به همراه پودر آهن به کار رفته است. در زمان سوختن این الکترود، گازهای هیدورژن و دی اکسید کربن تولید میشود که کاملا حوضچه مذاب را محافظت کرده و باعث یونیزاسیون آن میشود.
الکترودهای سلولزی تنها برای جریان برق مستقیم و DC مناسب خواهند بود و برای صنایع لوله کشی، تاسیسات گاز، پتروشیمی و نفت و... کاربرد زیادی خواهند داشت. ضمن اینکه به دلیل وجود مواد فرار در این جنس پوشش و وجود گل جوش نازک و غیر چسبنده، دود زیادی هنگام جوشکاری تولید میشود. دو مدل معروف الکترود 6010 و الکترود 6011 در نوع سلولزی ساخته میشوند.

4 - الکترود اسیدی
الکترود اسیدی در ترکیبات مختلفی چون کربنات-منگنز، آهن-سیلیکون و پوشش فلاکس آهن ساخته شده و دارای ضخامت لایه بیشتری نسبت به مدل های قبلی است. این مدل به دلیل انعطاف بالا و مقاومت در برابر ضربه میتواند براحتی در تمام جهات افقی، عمودی و... استفاده شود. گل جوش و سرباره آنها براحتی جدا میشود و ایجاد قوس با این تیپ الکترود از نوع الکترود قلیایی آسان تر خواهد بود. الکترود اسیدی عمق نفوذ زیادی ندارد اما جوش حاصل از آن هموار و براق خواهد بود. از مدلهای این تیپ میتوان به الکترود مدل 7027 اشاره کرد.

5 - الکترود اکسیدی
آخرین نوع الکترود MMA با پوشش ترکیبی در جنس های اکسید منگنز، اکسید آهن و سیلیکات ساخته میشود. این مدل میتواند در هر دو جریان متناوب AC و مستقیم DC کار کند و برای فلزات آهنی و غیر آهنی کاربردی خواهد بود. هر چند خط جوش نهایی در این محصول منظم و صاف است اما گل جوش الکترود اکسیدی ضخیم و سنگین بوده و اتصال حاصل از آن استحکام و مقاومت بالایی نخواهد داشت. کارکرد، جنس و ساختار این تیپ مشابه با نوع قلیایی بوده و تنها فرق آن در داشتن پودر آهن است. برای همین از جمله کدهای الکترود محبوب که هم نوع قلیایی دارد و هم نوع اکسیدی میتوان به مدل 7018 اشاره کرد.

انواع الکترود جوشکاری از لحاظ ساخت
حالت دیگر دسته بندی که شاید هنگام انتخاب به چشم نیاید اما در در کارخانه و حین ساخت، و در مصرف جوشکاریهای صنعتی و صنایع بسیار تاثیر گذار است انواع الکترود از لحاظ ساخت و تولید نام میگیرد. هر کد الکترود استاندارد ممکن است با چهار مکانیزم و روش زیر تولید شود و این 4 روش ساخت الکترود باعث میشود تا سرعت، قدرت ذوب شدن و انجماد آن تغییر کند.
الکترود چسبان سریع
الکترود Fast-Fill یا چسبان سریع به گونه ای از الکترودها گفته میشود که مواد پوشش آنها زیاد بوده و برای همین پر کردن شیار جوش با کمکشان در سریعترین حالت ممکن انجام میپذیرد. دو نوع الکترود E6027 و E6028 اغلب در این سری ساخته میشوند. الکترود نوع چسبان سریع نقطه جوش پایینتری دارد و در نتیجه با سرعت کمی به دمای ذوب میرسد تا کار جوشکاری دچار توقف نشود و مصرف آنها در کار سریع و شرایط سخت آسانتر باشد.

الکترود کم هیدروژن
نوعی از مکانیزم ساخت به نام Low Hydrogen وجود دارد که بنا به جنس پوشش در آن از نسبت بالای کربنات کلسیم، یا فلورید کلسیم و همینطور کربنات پتاسیم استفاده شده است. به این الکترودها فریت آهکی یا پایه هم گفته شده و تولید هیدروژن پایین در حین سوختن آنها باعث یونیزه شدن بهتر سطح جوش خواهد شد. الکترود نوع کم هیدروژن بیشترین امکان شکل پذیری و انعطاف را دارد و برای همین در جوشکاری لوله، سطوح خمیده، ورق، منحنی و... ایده آل خواهد بود.

الکترود انجماد سریع
الکترود Fast-Freeze یا انجماد سریع همانطور که از نامش پیداست به هدف سرد شدن سریع حوضچه مذاب بعد از پایان جوشکاری ساخته میشود. معمولترین مدل الکترودها با این مکانیزم E6010 و E6011 هستند که با تولید کمترین گل جوش و سرعت انجماد بالا تاثیر مثبتی در کار خواهند داشت. این الکترود برای جوشکاری نقاط سربالایی، عمودی، زاویه و گوشه های سخت کاربرد دارند و در موقعیت هایی که حوضچه مذاب باید خیلی زود و قبل از تغییر شکل خط جوش خشک و سرد شود نقش حیاتی را ایفا خواهند کرد. برای همین در شرایط اضطراری، بی ثبات و تعادل ناکافی قطعه و کاربر، تعمیرات خودرو و ماشین و... از آنها استفاده میکنند.

الکترود انجماد پر شده
در این مکانیزم ساخت الکترود به نام Fill-Freeze که به انجماد پر شده معروف است، نه سرعت بالای سرد شدن و نه سرعت بالای ذوب شدن، که اولویت با یکنواختی جوش و سرد شدن حوضچه مذاب بعد از پر شدن آن است. الکترود انجماد یکنواخت با پوشش عایقی بیشتر و ضخیم تری نسبت به الکترودهای سرعتی ساخته میشوند و برای اتصال انواع ورق ها و شیت های فلزی مناسب هستند. معروفترین کدهای الکترود با این مکانیزم عبارتند از E6013 و E7014 که برای اتصال و پر کردن شیارها و شکافهای عمیق و بزرگ بین دو پنل و شیت فلزی مناسب خواهند بود.

انواع الکترود جوشکاری از لحاظ جنس مفتول
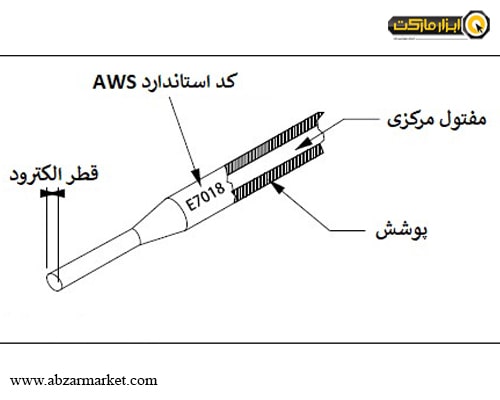
بالاتر گفتیم که الکترود یک میله و مفتول فلزی است که دور آن یک روکش قرار گرفته است. جنس این میله نیز در کارکرد و کیفیت کاری آن تاثیرگذار خواهد بود و جنس قطعات جوشکاری شونده با جنس میله و مفتول ارتباط مستقیمی دارند. انواع الکترود جوشکاری بر اساس جنس مفتول عبارتند از:
- الکترود فولاد کربن پایین
- الکترود فولاد کربن متوسط
- الکترود فولاد کربن زیاد
- الکترود چدن
- الکترود آهنی
- الکترود غیر آهنی
- الکترود آلیاژی
انواع الکترود جوشکاری از لحاظ ضخامت پوشش
میزان پوشش استفاده شده در انواع الکترودها هم بسته به نوع ساخت، جنس پوشش و البته نظر کارخانه سازنده الکترود میتواند تغییر کند. در واقع سیستم ساخت الکترودها این امکان را میدهد تا ضخامت عایق میله و پوشش روی هر مدل و کد الکترود عوض شود. 4 مدل از استاندارد ضخامت پوشش در الکترودها به شرح زیر است:
- الکترود پوشش نازک
- الکترود پوشش متوسط
- الکترود پوشش ضخیم
- الکترود پوشش خیلی ضخیم

تحلیل نامگذاری انواع الکترود جوشکاری
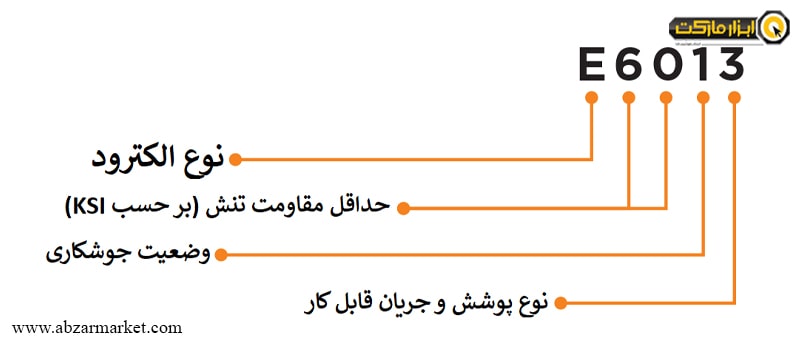
بر روی هر الکترود یک کد ترکیبی (حرف انگلیسی + اعداد) حک شده که هر حرف و رقم آن به یک معنای خاص است که در واقع دارای یک جدول انتخاب الکترود جوشکاری است. این ترکیب بر اساس استاندارد جهانی انجمن جوشکاری آمریکا American Welding Society یا AWS شکل گرفته که با فهمیدن معنی هر عدد و حرف میتوان به کاربری و شناخت کامل یک الکترود پی برد. ترکیب این عبارات به معنای زیر است:
کاراکتر اول:
اولین شناسه که یک (یا دو) حرف انگلیسی خواهد بود در بیشتر اوقات با حرف E آغاز میگردد. این حرف E به این معناست که آن الکترود مخصوص جوش قوسی است. اگر به جای حرف E، حروف RG نوشته شده باشد، یعنی الکترود برای جوشکاری گازی (مثل اکسیژن و...) مناسب بوده و در صورت نوشته شدن حروف ER یا RB، آن سیم جوش مخصوص تزریق جوش صنعتی (غیر الکترودی) برای اتصالات غیر آهنی خواهد بود.
(نکته: تمام الکترودهای جوش MMA و جوشکاری SMAW با حرف E شروع میشوند.)
کاراکتر دوم و سوم:
ارقام بعدی یک جفت عدد است که میزان کشش و مقاومت کششی الکترود را بر اساس کیلوپوند بر اینچ مربع KSI و یا 1000 PSI نشان میدهد. یعنی مثلا عدد 60 به معنای 60000 PSI مقاومت تنشی الکترود در برابر فشار برای پاره کردن آن است.
کاراکتر چهارم:
عدد بعدی به معنای وضعیت و حالت جوشکاری مناسب برای آن الکترود است. بنا به جنس پوشش ممکن است برخی الکترودها برای برخی موقعیت های افقی و عمودی کار مناسب نباشند. این عدد وضعیت استاندارد جهت جوشکاری با الکترود را نشان میدهد:
عدد 0 --- به معنای کلاس سازی نشدن الکترود است.
عدد 1 --- به معنای امکان استفاده الکترود در تمام زوایای نرمال (غیر از موقعیت سرازیر و عمودی) است.
عدد 2 --- به معنای این است که الکترود تنها در موقعیت تخت و افقی قابل استفاده خواهد بود.
عدد 3 –-- به معنای این است که الکترود تنها در موقعیت افقی قابل استفاده خواهد بود.
عدد 4 --- به این معناست که الکترود علاوه بر تمام موقعیت های حالت اول، امکان استفاده سرازیر عمودی را هم دارد.
کاراکتر پنجم:
آخرین عدد این ترکیب نیز یک عدد یک رقمی بین 0 تا 8 بوده و به معنای نوع و جنس پوشش الکترود و نوع جریان قابل استفاده مستقیم DC و یا متناوب AC خواهد بود.

به طور مثال الکترود E6010 به این معناست که این ابزار یک الکترود قوسی بوده، مقاومت کششی و تنشی آن برابر 60 KSI یا 60000 PSI است؛ میتوان از آن برای تمام جهات و موقعیتهای جوشکاری (غیر از سرازیر و عمودی) استفاده کرد؛ و اینکه جنس روکش آن سدیم-سلولزی بوده و تنها در جریان مستقیم DC قابل استفاده خواهد بود. در عکس پایین چند عنوان مثال دیگر در کدهای مختلف و معروف و استاندارد جهانی الکترود جوش قوسی را مشاهده میکنید.
در این مطلب با انواع الکترود جوشکاری آشنا شدیم و بررسی کردیم که الکترود جوش چیست و چه فرق با سیم جوش دارد؟ هر الکترودی مختص کجاست و بهترین الکترود جوشکاری را چطور میتوان انتخاب کرد؟ جدول انواع الکترود جوشکاری را برای انتخاب ابزار مناسب مورد بررسی و تحلیل قرار دادیم.

شما میتوانید برای خرید الکترود جوشکاری در انواع مختلف و انتخاب و سفارش اینورترهای جوش با قدرت و آمپراژ خروجی دلخواه به همراه مشاوره تخصصی رایگان و گارانتی و ضمانت اصالت کالا به فروشگاه آنلاین ابزار مارکت مراجعه کنید.











