
راهنمای خرید دستگاه جوش | 8 نکته کلیدی به همراه توضیحات تخصصی
راهنمای خرید اینورتر جوشکاری

از اتصالات موقت در مواردی استفاده می شود که نیاز به جدا کردن یا برداشتن اتصال باشد. از اتصالات موقت مرسوم می توان به انواع پیچ و مهره ، انواع بست و چفت و ... نام برد
از اتصالات دائمی نیز میتوان به انواع چسب ها ، جوشکاری ، لحیم کاری ، پرچ اشاره کرد. همانطور که از این مثال ها مشخص است اتصالات دائمی نیز می توانند موقت هم باشند. در بین تمام اتصالات جوشکاری دائمی ترین نوع اتصال می باشد که در حقیقت دو قطعه با تغییر شکل در یکدیگر نفوذ کرده و باهم ادغام میشوند و تشکیل یک اتصال دائمی می دهند.

جوشکاری نیز انواع و اقسام بسیار متنوعی دارند که بسته به جنس قطعات میتوان از روش ها و دستگاه های مخصوصی استفاده کرد.
در این بین جوشکاری انواع فلزات از پرکاربرد ترین روشهای جوشکاری می باشد که از دستگاه ها و روشهای بسیار متنوع استفاده میشود و هریک از فلزات جوش مخصوص به خود را دارند. یکی از معمول ترین و مرسوم ترین روشهای جوشکاری که به طور گسترده ایی در صنایع مختلف استفاده میشود جوشکاری به روش قوس الکتریکی است که برای جوشکاری تمامی فلزات میتوان از این روش استفاده کرد و یکی از با دوام ترین و مطمئن ترین راه های جوشکاری فلزات است. روشهای دیگری نیز برای جوشکاری فلزات استفاده میشود مانند جوشکاری اکسی استیلن که به جوش برنج نیز معروف است ، نقطه جوش ، جوش طلا و نقره ، جوش زیر پودری و انواع جوشکاری های اصطکاکی که هر کدام از اینها مزایا و معایب خاص خود را دارند که در چندین مقاله به صورت جداگانه به بررسی انواع این جوشکاری ها خواهیم پرداخت. ولی در اینجا قصد داریم انواع دستگاه های جوش قوس الکتریکی را بررسی کنیم تا شما بتوانید از این طریق بهترین انتخاب را برای انجام جوشکاری که مد نظر دارید داشته باشید.

برای اتصال دائم دو قطعه فلزی به روش جوشکاری قوس الکتریکی به دلیل ذوب شدن دو قطعه فلزی باید از ورود اکسیژن و در حقیقت هوا به داخل حوضچه مذاب جلوگیری کرد به همین دلیل از روشهای مختلفی برای اینکار استفاده میکنند که در مواردی نام گاز یا ماده محافظ ورود اکسیژن را به نوع جوشکاری تعمیم می دهند مثلا جوش آرگون، جوش CO2 ، جوش زیر پودری و ...

برای انجام جوشکاری به روش قوس الکتریکی نیاز به دستگاهی برای تبدیل برق شهر با ولتاژ 220 ولت به برق مناسب جوشکاری است که به این دستگاه اصطلاحاَ دستگاه جوش گفته میشود. کار دستگاه جوش تبدیل برق شهری 220 ولت با آمپراژ پایین به برق ولتاژ پایین بین 12 تا 36 ولت با آمپراژ بالا است تا توان ایجاد قوس الکتریکی را داشته باشد. در دستگاه های جوش معمولی جریان متناوب (AC) به برق مستقیم (DC) تبدیل می شود ولی برای جوشکاری فلزاتی مانند آلومینویم و منیزیوم نیاز به جریان متناوب است که در دستگاه های مخصوص جوش آلومینیوم که به دستگاه های AC معروف هستند امکان تنظیم دستگاه برای جریان متناوب و مستقیم وجود دارد. در ادامه به بررسی این دستگاه ها خواهیم پرداخت.

ترانس جوش
اینورتر جوشکاری
رکتی فایر
ژنراتور یا موتور جوش

ترانس جوش یا دستگاه جوش چیست ؟!
همانطور که از نام این دستگاه مشخص است این دستگاه برای تبدیل برق شهر به برق مناسب جوشکاری از سیم پیچ استفاده میکند و در حقیقت با استفاده از ترانس برق مورد نیاز جوشکاری را تامین می کند. ترانس به دستگاهی گفته میشود که دارای یک هسته مرکزی فلزی است که به دور آن سیم پیچ های مسی با تعداد دور متفاوت و ضخامت های مختلف پیچیده شده است که این سیستم برای بسیاری از لوازم و دستگاه های الکتریکی بکار میرود.
امروزه ترانس جوش به دلیل محدودیت های که دارند از بین دستگاه های مورد استفاده در صنعت جوشکاری حذف شده است و تولید آنها متوقف شده است و جای خود را به انواع اینورترهای جوشکاری داده اند که بحث مورد نظر ما در این مقاله آموزشی است.
یکی از معایب بزرگ این دستگاه ها مصرف برق بیش از اندازه ی انها است که به دلیل ایجاد مقاوت الکتریکی در سیم پیچ به صورت گرما به هدر میرود که همین گرما نیز یکی دیگر از معایب این ترانس ها است.

مورد دوم وزن سنگین آنها است که به دلیل استفاده مقدار زیادی مس و فلزات دیگر در هسته و سیم پیچ وزن بسیار زیادی دارند و در حمل و نقل و استفاده در محیط های کارگاهی و ساختمانی ایجاد مشکل میکنند.
عدم قابلیت تنظیم مناسب یکی دیگر از معایب این دستگاه ها است که به طور معمول 4 یا 5 حالت تنظیم مقدار آمپر روی بدنه این ترانس جوش ها قرار داده شده است و برای تغییر مقدار آمپر جوشکاری باید کابل انبر جوشکاری را تغییر در داخل فیش های دیگر قرار داد
کیفیت نا مناسب جوش! امروزه مهندسانی که تست های جوش را انجام میدهند کیفیت جوش ترانس های جوشکاری را تایید نمی کنند و این دستگاه ها کیفیت جوش خوبی ندارند و البته توان جوشکاری با الکترودهای تخصصی را هم ندارند.
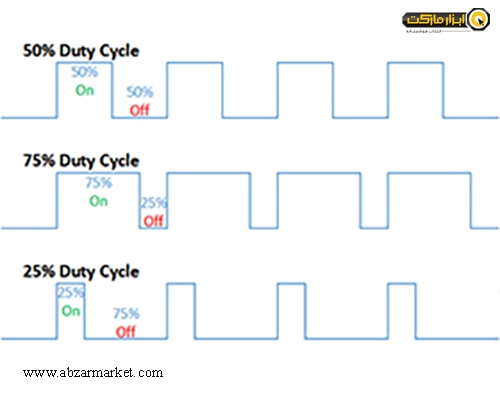
چرخه کاری یا Duty cycle
در هنگام خرید دستگاه جوش یا اینورتر جوشکاری به چرخه کاری دستگاه توجه کنید و نسبت به نوع و حجم کار جوشکاری اینورتری با چرخه ی کاری مناسب خریداری نمایید. تعریف چرخه کاری نسبت زمان کارکرد اینورتر به مقدار زمان استراحت اینورتر به درصد چرخه کاری گفته میشود. این به این معنی است که اگر دستگاه جوش اینورتر شما 15 دقیقه مداوم جوشکاری میکند چقدر نیاز به استراحت دارد تا بتواند دوباره جوشکاری نماید. چرخه کاری برای استفاده در کارهایی مانند جوشکاری اسکلت ساختمان یا جوشکاری در خط تولید کارخانه از اهمیت بسیار بالایی برخوردار است تا کار جوشکاری به طور مداوم و یکسره انجام شود و به دستگاه فشار بیش از حد وارد نشود. ولی در استفاده های خانگی یا کارگاهی کوچک اهمیت چرخه کاری کمتر شده و در درجه بعدی اهیمت قرار میگیرد. به طور معمول اینورتر های خانگی از حدود 40 تا 50 درصد چرخه کاری دارند یعنی بعد از هر 10 دقیقه نیاز به 10 دقیقه استراحت دارند ولی برای استفاده های صنعتی تر و دائمی حداقل به 60 درصد چرخه کاری نیاز داشته و تا حدود 75 درصد چرخه کاری بهترین حالت اینورتر برای استفاده های صنعتی است. در مقاله مفهوم چرخه کاری دستگاه جوش (DUTY CYCLE) چیست؟ به طور کامل در مورد این موضوع توضیح داده شده است.
نمایشگر دیجیتال
در اینورترهای جدید تر امکان نمایش مقدار آمپر و تنظیمات دیگر وجود دارد و به نسبت امکاناتی که هر اینورتر جوشکاری دارد نمایشگر آن نیز برای تنظیمات و نمایش تنظیمات آن طراحی شده است که میتوان تمام تنظیمات از جمله مقدار آمپر ، تنظیم ولتاژ ، تنظیم پالس ، پیش گاز و پس گاز ، مقدار بالانس تناوب ، تغییر وضعیت جوش از الکترود به تیگ یا میگ و موارد بسیار دیگری که در یک اینورتر جوشکاری دارد. در مدل های قدیمی تر اینورتر ها نمایشگر دیجیتال وجود نداشت ولی امروزه غالبا تمام اینورترها مجهز به نمایشگر دیجیتال برای تنظیمات دستگاه هستند.

اینورترهای چندکاره
تقریبا در کلیه ابنورترهای تیگ قابلیت جوشکاری الکترود MMA وجود دارد و میتوان با تغییر تورچ تیگ به کابل و انبر جوشکاری الکترود را انجام داد و در اغلب اینورترهای الکترود قابلیت جوشکاری تیگ خراشی نیز وجود دارد و این یکی از موارد مناسب و مهم در انتخاب اینورتر است. در اغلب اینورترهای میگ نیز قابلیت جوشکاری الکترود وجود دارد ولی در برخی از اینورترهای بسیار پیشرفته امریکایی یا اروپایی تمام این روش های جوشکاری کنار یکدیگر جمع شده اند و میتوان با آنها جوشکاری MMA ، TIG و MIG را انجام داد که قیمت های بسیار بالایی دارند.

در انتها برای خلاصه کردن موارد بالا به صورت فهرست وار به نکاتی میپردازیم که هنگام خرید اینورتر از اهمیت بالایی برخوردار است:
1- نوع فلزی که نیاز به جوش دارد
2- ضخامت فلز مورد نظر و انتخاب الکترود مناسب برای آن
3- مقدار آمپر اینورتر که گفته شد برای مصارف خانگی و کارگاهی 200 و 250 آمپر بهرترین گزینه است
4- مقدار زمان جوشکاری با اینوتر یا در حقیقت چرخه کاری اینورتر
5- داشتن یا نداشتن صفحه نمایش دیجیتال
6- داشتن یا نداشتن کلید آرک فورس یا سوییچ قدرت نفوذ جوش
7- توانایی جوشکاری آرگون در اینورترهای MMA
8- پالس دار یا بدون پالس
از مواردی است که هنگام خرید اینورتر باید در نظر بگیرید
در ابزار مارکت مجموعه ایی از انواع اینورتر های خانگی، صنعتی، اینورتر جوش الکترود، اینورتر جوش تیگ، اینورتر جوش میگ و انواع و اقسام دستگاه جوش را میتوانید ملاحظه کنید و آنلاین خریداری نمایید.

ژنراتور یا موتور جوش
ژنراتور جوش دستگاهی است از ترکیب موتور برق یا ژنراتور برق با دستگاه جوش یا اینورتر جوشکاری طراحی و تولید شده است که در مواقعی که در برق شهری یا برق سه فاز در دسترس نمی باشد میتوان از ژنراتور جوش استفاده که که یا با سوخت بنزین یا با گازوئیل راه اندازی می شود و موتور برق یا ژنراتور، برق مصرفی اینورتر را تولید میکند و اینورتر کار تولید برق مورد نیاز برای جوشکاری را فراهم می کند
در صورت نبود ژنراتور جوش میتوان از یک موتور برق با توان مناسب و یک اینورتر جوشکاری مناسب استفاده کرد که برای انتخاب موتور برق مناسب میتوانید به مقاله ایی برای راهنمای خرید موتور برق مراجعه نمایید و برای خرید موتور برق میتوانید به دسته بندی موتور برق و ژنراتور برق مراجعه نمایید.

اینورتر جوشکاری چیست ؟
از جدیدترین دستگاه ها و سیستم های جوشکاری به روش قوس الکتریکی دستگاه جوش اینورتر است که مزایای بسیاری نسبت به ترانس های جوشکاری دارند و البته سیستم اینورتر در بسیاری دیگر از لوازم و دستگاه های الکتریکی استفاده میشود و هر روز این تکنولوژی در حال پیشرفت و ارتقا است. کولرهای گازی جدید و دیگر لوازم برقی خانگی و صنعتی نیز سیستم های اینورتری استفاده میکنند.
اینوترهای جوشکاری انواع و اقسام و مدلهای بسیار متنوعی دارد که بنا به نوع استفاده ، حجم کار ، فلز مورد نظر برای جوشکاری ، ضخامت فلز مورد نظر و امکانات و ویژگی های بسیار گسترده ی دیگر که میتوانید هرکدام از این ویژگی ها را در اینورتر جوشکاری خود داشته باشید و انتخاب نمایید.
.jpg)
انواع اینورتر جوشکاری
1- اینورتر جوش الکترود یا MMA
2- اینورتر جوش تیگ یا آرگون TIG
3- اینورتر جوش CO2 یا میگ MIG
اینورتر جوش الکترود یا MMA
آهن یکی از فراوان ترین فلزات موجود در کره زمین است و به صورت اکسید آهن در معادن استخراج میشود. آهن استخراج شده از معادن با فلزات و عناصر دیگری مانند منگنز ، سلیس ، کربن و ... ترکیب میشود تا برای استفاده های صنعتی و ساختمانی مقاومت لازم را داشته باشد. فلزات و آلیاژهای آهنی که به آنها فولاد گفته میشود از گسترده ترین و بزرگ ترین دسته فلزات مورد استفاده در صنایع هستند که اتفاقا قابلیت جوش پذیری بسیار بالایی دارند. یکی از دستگاه های بسیار مقرون به صرفه و مناسب برای جوشکاری فلزات آهنی و فولاد ها اینورترهای جوش الکترود یا MMA هستند که با استفاده از الکترود های جوشکاری کار جوش دادن دو قطعه آهن یا فولاد را انجام میدهند. پوشش ماسه ایی یا سیلیسی که روی الکترود های جوشکاری وجود دارد موجب ممانعت از رسیدن اکسیژن به محل جوش و حوضچه مذاب میشود.

این اینورتر ها از معمول ترین و ساده ترین اینورترهای جوشکاری هستند که ولتاژ ثابت با آمپراژ متغیر دارند و شما نسبت به ضخامت فولاد یا آهن مورد نظر الکترود مناسب و آمپراژ صحیح را انتخاب میکنید. این نوع اینورترها با حداکثر مقدار آمپری که تولید میکنند نام گذاری میشوند مانند اینورتر 160 آمپر یا اینورتر 200 آمپر. این دستگاه جوش ها از کوچکترین نوع انها که توان تولید 140 آمپر را دارند شروع میشوند تا 160 ، 200 ، 220 ، 250 ، 400 و 500 آمپر.
شما با توجه به مقدار آمپراژ مورد نیاز در جوشکاری باید اینورتر مناسب با کار خود را انتخاب نمایید. انتخاب مقدار آمپراژ کاملا بستگی به نوع فولاد ، ضخامت آهن یا فولاد و ضخامت الکترود دارد که جوشکار های آموزش دیده میزان مناسب و صحیح مورد نیاز برای جوشکاری را کاملا میدانند و البته در طی زمان و کسب تجربه هم میتوان میزان آمپراژ مناسب را نتخاب کنید. برای انتخاب مقدار مناسب آمپر جدولی وجود دارد که میتوانید به آن مراجعه نموده و قبل از آزمون و خاطا کردن مقدار صحیح آمپر را انتخاب نمایید که البته مقادیر ذکر شده در این جدوال همیشه یکسان نیست و در شرایط مختلف متفاوت هستند.

برای مثال چند نمونه از این مقادیر را در زیر آورده ایم:
برای جوشکاری ورق آهن با ضخامت 1 میلی متر : الکترود 2.5 میلی متر با حدود 45 آمپر
جوشکاری آهن یا فولاد با ضخامت 1.5 میلی متر : الکترود 2.5 میلی متر با حدود 60 آمپر
جوشکاری آهن و فولاد با ضخامت 2 میلی متر : الکترود 3.2 میلی متر با حدود 75 آمپر
جوشکاری آهن و فولاد با ضخامت 2.5 میلی متر: الکترود 3.2 میلی متر با حدود 85 تا 90 آمپر
جوشکاری اهن و فولاد با ضخامت 3 میلی متر : الکترود 3.2 میلی متر با 100 تا 110 آمپر
جوشکاری آهن و فولاد با ضخامت 4 میلی متر : الکترود 3.2 میلی متر با 120 تا 125 آمپر
برای جوشکاری آهن و فولاد ها با ضخامت های بالاتر از الکترودهای ضخیم تر با آمپرهای بالاتر استفاده میکنند.
برای مصارف خانگی یا کارگاهی سبک مثلا جوشکاری درب و پنجره آهنی با استفاده از الکترود حداکثر 3.2 میلی متر اینورتر 200 آمپر بهترین گزینه است و با اینوترهای 200 آمپر میتوان الکترود 4 را هم جوش داد ولی به طور مقطعی.
اگر با توجه به سایز الکترود مصرفی بخواهیم اینورتر مناسب را انتخاب کنیم میتوان گفت برای جوشکاری با الکترود 2.5 و 3.2 میلی متر نیاز به اینورتر 200 امپر است که توان جوشکاری مقطعی الکترود 4 را هم دارد.
برای جوشکاری با الکترود 4 میلی متر اینورتر 250 آمپر مناسب تر است
برای جوشکاری با الکترود 5 باید از اینورتر 350 آمپر یا رکتی فایر ها استفاده کرد
قابل ذکر است که برخی از اینوترهای الکترود معمولی قابلیت جوشکاری آرگون را نیز دارند با فشردن کلید تغییر وضعیت جوش میتوان با آنها جوشکاری آرگون نیز انجام داد ولی جوش آرگون این اینورترها از نوع آرگون خراشی بوده در حالی که اینورترهای مخصوص جوش آرگون از نوع فرکانس بالا می باشند و نیازی به برخورد الکترود تنگستن با فلز نمیباشد.
اینورتر تیگ TIG یا دستگاه جوش آرگون چیست ؟
برای جوشکاری فلزاتی مانند آهن ، فولاد های پر آلیاژ ، فولاد های پر کربن ، فولاد های ضد زنگ ، فولاد ابزار ، مس ، منیزیوم ، آلومینیوم ، تیتانیوم ، برنج و برنز و دیگر فلزاتی که در صنایع مختلف بکار برده میشوند بهترین نوع جوشکاری و مقاوم ترین نوع جوش، جوشکاری به روش تیگ یا آرگون است که از اینورترهای تیگ استفاده میشود.

جوشکاری تیگ یا آرگون با استفاده از گاز محافظ آرگون که نوعی گاز خنثی است انجام میشود. آرگون از ورود اکسیژن به محیط جوش و حوضچه مذاب جلوگیری میکند و در نتیجه جوش بسیار باکیفیت و مقاومی را ایجاد میکند.
اینورترهای تیگ در دو نوع AC و DC در بازار وجود دارند. که برای جوشکاری کلیه فلزات به غیر از آلومینیویم و منیزیوم می توان از اینورترهای تیگ DC استفاده کرد و مانند اینورترهای MMA دارای آمپرهای متخلفی است که در این مورد هم با توجه به ضخامت فلز و نوع آن اینورتر مناسب با آمپر صحیح را انتخاب نمایید.

جوشکاری تیگ یکی از تخصصی ترین جوش های مورد استفاده در صنعت است که کاربردهای فراوانی دارد و در موارد بسیاری استفاده میشود.
برای جوشکاری فلزاتی مانند آلومینیوم ، منیزیوم و آلیاژهای این فلزات نیاز به اینورتر AC است که با تولید جریان متناوب اکسید آلومینویم را از روی فلز پاک میکند. اکسید آلومینیوم یکی از مواد بسیار دیر گداز است که نقطه ذوب آن خیلی بیشتر از آلومینیوم است و هنگام جوشکاری اکسید آلومینیوم ذوب نشده و کیفیت جوش را به شدت تحت تاثیر قرار میدهد.
در اینورترهای تیگ 250 آمپر به بالا از آب برای خنک سازی قطعات تورج استفاده میکنند و به اینورترهای آب خنک معروف هستند و اینورترهایی که توسط گردش هوا داخل تورچ خنک میشوند به هوا خنک معروف هستند.
اینورترهای آب خنک برای استفاده های طولانی مدت و دائمی برای جوشکاری با آمپرهای بالا استفاده میشود و از داغ شدن بیش از حد قطعات داخلی جلوگیری میکند.
برخی از امکاناتی که روی اینورترهای تیگ وجود دارند عبارتند از:

اینورتر پالس دار (pulse TIG inverter)
پالس یکی از امکاناتی است که معمولا روی دستگاه های اینورتر آرگون اضافه می شود و برای جوشکاری به صورت سینوسی طراحی شده است. در جوشکاری آرگون چون فلز پرکننده (فیلر) به صورت دستی وارد حوضچه مذاب میشود ممکن است کمی نسبت به روش های دیگر جوشکاری دشوار بوده و وارد کردن فیلر تجربه و آموزش زیادی نیاز داشته باشد. پالس اینورتر به فرایند فیلر دهی کمک زیادی میکند. یکی دیگر از مزایای پالس در جوشکاری تیگ در جوشکاری فلزات با ضخامت کم و لوله است که به جوشکار فرصت حرکت تورچ و فیلر دهی مناسب را میدهد.

پیش گاز و پس گاز (post flow & past flow)
هنگام جوشکاری تیگ دو فلز به صورت مذاب درآمده و با فیلر یا فلز پرکننده مخلوط میشوند و پس از سرد شدن بهم جوش میخورند. در این بین گاز آرگون از ورود اکسیژن به حوضچه مذاب جلوگیری میکند و چون فلز مذاب میل زیادی برای ترکیب شدن با اکسیژن دارد و حتی پس از جامد شدن و هنگامی که هنوز دمای زیادی دارد آمادگی فراوانی برای ترکیب شدن با اکسیژن و اکسید شدن دارد که به همین دلیل اگر تا سرد شدن کامل فلز گاز آرگون مانع از رسیدن اکسیژن به فلز داغ شود کیفیت جوش به مراتب بیشتر خواهد شد و جو زیبایی با رنگ های فوق العاده چشمگیر را حاصل میشود که این امکان از طریق پس گاز اینورتر ایجاد میشود و گاز آرگون تا سرد شدن فلز از دهانه تورچ خارج میشود و مانع از رسیدن اکسیژن به محل جوش میشود.
شروع فرایند جوشکاری یکی از نقاط حساس در جوشکاری است تا نتیجه جوش کیفیت لازم را داشته باشد. امکان پیش گاز شرایطی را فراهم میکند تا قبل از برقراری قوس الکتریکی بین الکترود تنگستن و فلز با خروج پر فشار گاز آرگون تمام اکسیژن موجود در محل جوش را دفع کرده و گاز آرگون پوشش مناسبی را برای جوشکاری ایجاد کند.

پدال پایی اینورتر جوشکاری
جوشکاری تیگ یکی از دشوارترین انواع جوشکاری است که به آموزش و تجربه زیادی نیاز دارد. یکی از دلیل این دشواری درگیر بودن دو دست هنگام جوشکاری و انجام کار با هر دو دست است که با یک دست تورچ نگه داشته میشود و با یک دست فیلر به محل جوش وارد میشود. یکی از ویژگی هایی که به جوشکار امکان تغییر آمپر و قطع و وصل کردن قوس الکتریکی را میدهد پدال است که جوشکاران حرفه ایی با استفاده از پدال پایی علاوه بر دو دست یک پای خود را نیز بکار میگیرند تا با استفاده از پدال پایی جوشکاری را شروع ، آمپر را هنگام جوشکاری تنظیم و جوشکاری را به پایان برسانند. حتی میتوان با پدال پایی شرایط پالس را شبیه سازی کرد
تنظیم ولتاژ ، تنظیم مقدار بالانس AC ، تنظیم و ذخیره سازی در حفظه دستگاه و بسیار و بسیاری دیگر از امکاناتی که روی اینورترهای جوشکاری قرار داده میشود تا جوشکار بتواند با امکانات بیشتری جوشکاری نماید.

اینورتر CO2 یا میگ MIG
یکی دیگر از روش های مرسوم و پر استفاده جوشکاری جوشکاری CO2 است که در این روش بجای استفاده از گاز محافظ آرگون از گاز محافظ CO2 یا دی اکسید کربن است که دقیقا کار آرگون را در جوشکاری تیگ انجام میدهد و مانع از ورود اکسیژن به محل جوشکاری میشود. دستگاه جوش CO2 با دیگر دستگاه جوش ها متفاوت است و فیلر یا فلز پرکننده روی یک قرقره پیچیده شده و داخل دستگاه قرار میگیرد و با فشار دادن دکمه ی تورچ همراه با گاز دی اکسید کربن خارج میشود و قوس الکتریکی را ایجاد میکند.

اینورتر CO2 و اصولا جوشکاری CO2 نیز از مزایای بسیاری برخوردار است که از آن جمله میتوان به توانایی جوشکاری انواع فولاد ها ، فولاد های ضد زنگ یا استنلس ، فولاد های پر آلیاژ مانند فولاد های کرومولی (کروم مولیبدن دار) و فولاد های پر کربن و دیگر فلزات را نام برد. از دیگر مزایای جوشکاری co2 نداشتن گل یا سرباره جوش است و مانند جوش الکترود نیاز به گل زنی ندارد، سرعت جوشکاری میگ بسیار بیشتر از روشهای دیگر نام برده شده است و به همین دلیل در کارخانه جات تولیدی که برای تولید محصولات نیاز به جوشکاری دارند از روش جوشکاری میگ استفاده میکنند. از معایب جوشکاری میگ میتوان به مقاومت کمتر نسبت به دو روش قبلی است ولی این مقاومت در مواردی اهمیت دارد که حداکثر مقاومت جوش نیاز است.
اینورترهای میگ یا co2 در انواع و مدلهای مختلف وجود دارد که مانند دیگر اینورترها مقدار آمپر آن از اولین موارد انتخاب اینورتر میگ است.

اینورترهای چندکاره
تقریبا در کلیه ابنورترهای تیگ قابلیت جوشکاری الکترود MMA وجود دارد و میتوان با تغییر تورچ تیگ به کابل و انبر جوشکاری الکترود را انجام داد و در اغلب اینورترهای الکترود قابلیت جوشکاری تیگ خراشی نیز وجود دارد و این یکی از موارد مناسب و مهم در انتخاب اینورتر است. در اغلب اینورترهای میگ نیز قابلیت جوشکاری الکترود وجود دارد ولی در برخی از اینورترهای بسیار پیشرفته امریکایی یا اروپایی تمام این روش های جوشکاری کنار یکدیگر جمع شده اند و میتوان با آنها جوشکاری MMA ، TIG و MIG را انجام داد که قیمت های بسیار بالایی دارند.