
جوشکاری بدون الکترود چیست؟ (بررسی عملکرد، مزایا و انواع)
دنیای جوشکاری و شیوههای نوین آن تمام نیازهای هر کاربری در مشاغل مختلف را برطرف میکند. یکی از این روشهای نسبتا جدید اتصال بین دو قطعه، جوشکاری بدون الکترود است. احتمالا با انواع جوش سنتی و الکترودی در خانه و کارگاه با دستگاههای معروف و محبوب اینورتر جوشکاری آشنا هستید؛ اما برای اینکه بدانید جوش بدون الکترود چیست؟ و دستگاه جوشکاری بدون الکترود چگونه کار می کند؟ و جوشکاری کردن بدون الکترود چه روش هایی دارد؟ باید نحوه کار این مدل جوش، شیوه استفاده، لوازم مورد نیاز و کاربرد جوشکاری بدون الکترود را بشناسید. پس با این مطلب تخصصی از ابزار مارکت همراه باشید تا بر انواع سبک های جدید جوش بی الکترود مروری داشته باشیم.

- دستگاه جوشکاری بدون الکترود چیست؟
- با انواع جوشکاری بدون الکترود آشنا شوید
- دستگاه جوش بدون الکترود؛ کاربردهای متنوع در صنایع مختلف
- عملکرد جوشکاری بدون الکترود، در یک نگاه
- مزایای شگفت انگیز دستگاه جوش بدون الکترود
- جوشکاری ایمن با دستگاه های جوش بدون الکترود
- کلام آخر در مورد کار با دستگاه جوش بدون الکترود
دستگاه جوشکاری بدون الکترود چیست؟
جوشکاری بدون الکترود به انگلیسی Autogenous Welding که گاهی به آن Electrodeless Welding هم میگویند، مدلی از جوشکاری است که در آن الکترود مصرفی و فلز پر کننده جزو ملزومات آن نبوده و استفاده نمیگردد. این متد جوش برای اتصال دو قطعه غیر فلزی و یا دو سطح فلزی آهنی و غیر آهنی همجنس یا با جنسهای متنوع و شرایط خاص کاربرد دارد.
دستگاه جوشکاری بدون الکترود مناسب اتصال ورق و اجسام نازک بوده و برای انجام این کار روشهای گوناگونی دارد. این دستگاهها ممکن است دارای دو بازو، یک یا دو تورچ جوشکاری، فک نگهدارنده قطعات و... باشند و بنا به روش جوشکاری، نوع انرژی گرمایی، نوع متریال و جنس قطعه بتوانند دمای نقطه جوش و حوضچه مذاب از 20 درجه سانتیگراد تا 3000 درجه سانتیگراد ایجاد کنند.
ضمن اینکه نحوه کار دستگاه های جوش بدون الکترود با توجه به روش جوشکاری کاملا متفاوت خواهد بود؛ در قسمت انواع روش جوشکاری بدون الکترود خواهید دید که نوع جوش چگونه بر مدل ماشین و یونیت جوش تاثیر گذاشته و لوازم و مشخصات فنی هر دستگاه را تغییر میدهد.

با انواع جوشکاری بدون الکترود آشنا شوید
به طور کلی انواع روش جوش غیر الکترودی یا جوشکاری خودزا به 2 دسته تقسیم میشوند که هر کدام انواع خود را دارد:
- جوش بدون الکترود ذوبی
- جوش بدون الکترود جامد (غیر ذوبی)
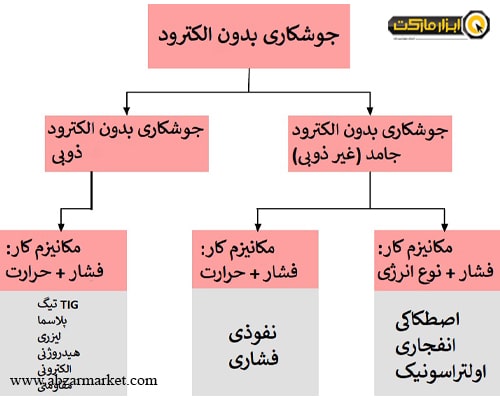
جوشکاری بدون الکترود ذوبی Fusion Welding
جوش بدون الکترود ذوبی یا فیوژن به روشی میگویند که در آن وجود «حرارت» به عنوان یک عنصر، لازم و ضروری است. در واقع انرژی دمایی و گرامی حوضچه مذاب در روی سطح قطعه در این روش جوشکاری با کمک یک منبع خارجی تامین میشود. دقیقا همین تفاوت در منبع تامین انرژی حرارتی، موجب به وجود آمدن انواع جوشکاری بی الکترود ذوبی شده است.
جوشکاری تیگ یا تنگستن بدون الکترود
جوشکاری TIG معروف به جوش آرگون یا همان جوش GTAW اگر چه دارای یک الکترود غیر مصرفی تنگستن است، اما از آنجا که در بیشتر اوقات نیاز به سیم پر کننده ندارد و کار اتصال دو قطعه را بدون نیاز به لوازم مصرفی انجام میدهد، در دسته جوش بدون الکترود نیز جای میگیرد. الکترود تنگستن در این مدل جوشکاری مصرف نمیشود و وظیفه آن رساندن جریان برقی و به سطح دو قطعه و ایجاد قوس جوش است. در این نوع جوش، گاز آرگون یا هلیوم به عنوان گاز محافظ مصرف میشود تا از اکسید شدن الکترود تنگستن جلوگیری گردد.

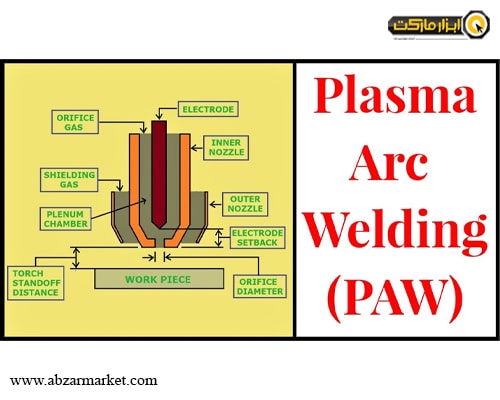
جوشکاری بدون الکترود پلاسما
مدل جوش آرک پلاسما به انگلیسی Plasma Arc Welding یا به اختصار جوش PAW شبیه به نوع تیگ است و به یک الکترود تنگستن نیاز دارد اما در آن از یک گاز یونیزه پلاسما برای ایجاد قوس استفاده میگردد و برای همین درجه حرارتی بالایی را تامین میکند. این حرارت بالا نسبت به روش تیگ تمرکز بالاتری دارد و در نتیجه کیفیت جوش را بهتر میکند. اما هزینه آن به مراتب گرانتر از مدل قبلی است.
جوشکاری بدون الکترود لیزری
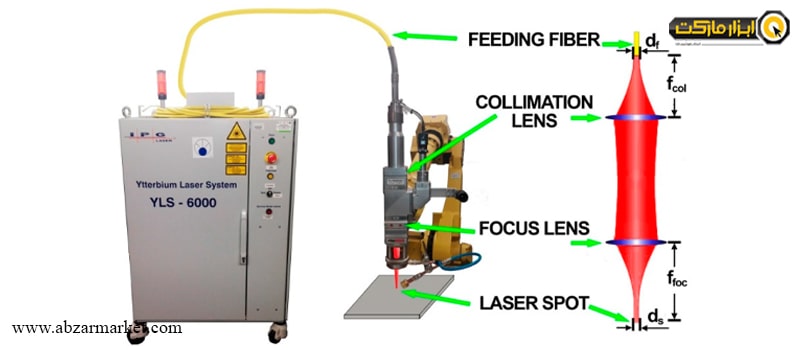
در نوع جوش پرتو لیزری LBW یا به انگلیسی Laser Beam Welding یک یا دو عدد تفنگ پرتاب کننده لیزر، سطح قطعه را گرم میکنند. در این روش، پرتو لیزر جای یک آرک الکتریکی و گازی را میگیرد و بسیاری از جوشهای با دقت بالا در خطوط تولید انبوه صنعتی و مکانیزم کار ماشینی در کارخانهها به این روش انجام میشود. جوش بدون الکترود لیزری تمرکز زیادی روی حوضچه گرمایی دارد و برای اتصال سریع در نقاط عمیق و روی اجسام نازک بسیار پر کاربرد است.

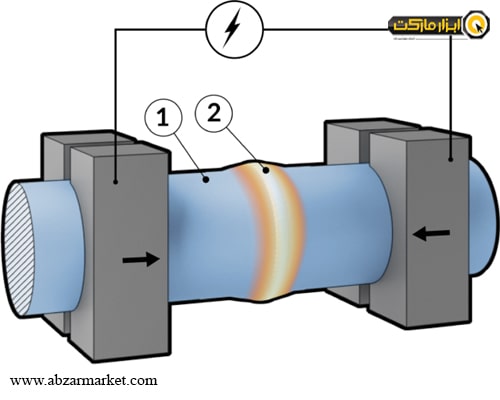
جوش بدون الکترود الکتریکی مقاومتی
جوشکاری بدون الکترود مقاومتی که به انگلیسی Resistance Welding یا جوشکاری نقطهای هم گفته میشود، نوعی از اتصال فلزات بدون مصرف کردن الکترود است که در آن 2 قطعه به کمک جریان برق جوش میخورند. دستگاه جوشکاری بدون الکترود الکتریکی دو بازو دارد که بعد از قرار گرفتن لبه 2 قطعه کار در آن، جریان برق از بازوی اول و بالایی عبور کرده، از قطعه اول و دوم گذشته و به بازوی دوم و پایینی میرسد. مقاومت بین شکاف دو لبه فلزی در مدار این جریان الکتریکی، گرما و حرارت مورد نیاز جهت جوشکاری را به وجود میآورد و با ترکیب شدن این حرارت با فشار تورچ دستگاه، آرک جوش شکل میگیرد و اتصال بسیار سریعی برقرار میشود.

جوشکاری بدون الکترود الکترونی
مدل بعدی روش جوش الکترونی EBW به انگلیسی Electron Beam Welding است که تا حدی شبیه به نوع الکتریکی است؛ اما در این روش، جابجایی و عبور الکترون از بین دو شکاف و لبه قطعات کاری که باعث به وجود آمدن گرما و حرارت میشوند، نه با جریان برق، که با روش پرتاب الکترون صورت میگیرد و بعد از به وجود آمدن حرارت، اتصال جوشی انجام میشود. عمل جوشکاری الکترونی بدون الکترود باید در خلاء انجام شود و برای همین یکی از روشهای مفید برای اتصال و ساخت قطعات نیازمند در شرایط بدون هواست.

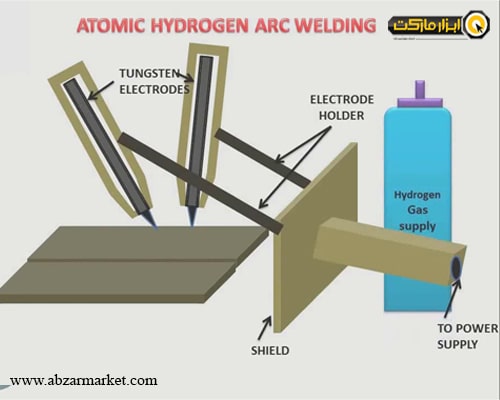
جوشکاری بدون الکترود هیدروژنی اتمی
دستگاه جوش بدون الکترود اتمی-هیدروژنی AHW یا به انگلیسی Atomic Hydrogen Welding نوعی از روش اتصال را ارائه میدهد که تورچ آن 2 الکترود تنگستن غیر مصرفی دارد. این دو الکترود در کنار گاز هیدروژن قرار میگیرند و با به وجود آمدن آرک بین دو سر الکترودهای تنگستن، مولکولهای هیدروژن تجزیه شده و حرارت زیادی تولید میکنند. با کمک این حوضچه حرارتی، دو قطعه فلزی متصل میشوند.
جوشکاری بدون الکترود جامد Solid State Welding
دسته دوم روش جوشکاری بدون الکترودی جامد یا غیر ذوبی است که این گروه هم انواع مختلفی دارد. در این مدلها نیازی به تشکیل حوضچه مذاب با حرارت بالا نبوده و معمولا قطعات تا قبل از رسیدن به نقطه ذوب، به یکدیگر متصل میشوند. از انواع این روش جوشکاری میتوان به موارد زیر اشاره کرد.
جوشکاری بدون الکترود فشاری
روش جوش غیر الکترودی فشاری یا به انگلیسی Butt Welding راهی قدیمی و با سابقه برای اتصال دو جسم پلاستیکی، فلزی و... بدون نیاز به الکترود مصرفی و حرارت بالاست. در این نوع جوشکاری، ابتدا دو سر قطعه گرم میشوند و با کمک فشار فکهای دستگاه روی هم، به یکدیگر پیوند میخورند. این جوشکاری برای بسیاری از صنایع خصوصا مشاغل راه سازی، لوله کشی، دستگاه جوش پلی اتیلن، پیوند مفاصل، سه راهی و... استفاده میگردد و گاهی اوقات به جوشکاری لب به لب هم معروف است.
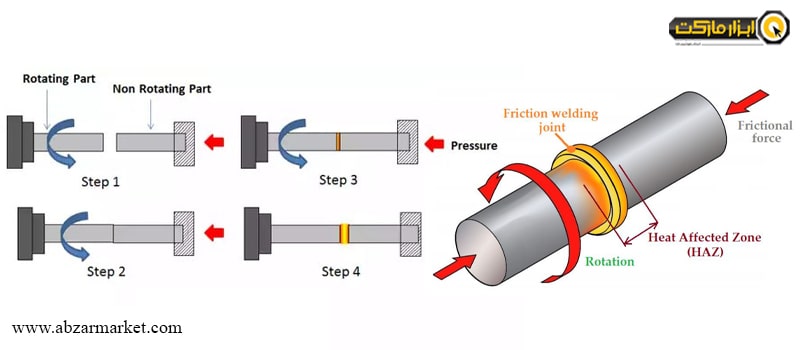
جوشکاری بدون الکترود اصطکاکی
جوش اصطکاکی به انگلیسی Friction Welding روشی است که در آن بدون استفاده از الکترود و با کمک چرخش، 2 قطعه را به یکدیگر وصل میکنند. در این نوع دستگاه جوشکاری، یک قطعه ثابت بوده و قطعه دیگر میچرخد، وقتی میزان و سرعت چرخش بر اساس متریال و جنس قطعه به عدد معینی رسید، محور دستگاه دو لبه قطعه را بههم نزدیک میکند. با به وجود آمدن گرما در نقاط اتصال دو قطعه، مواد لبهها شروع به تغییر شکل میکنند و اتصال اولیه صورت میگیرد. سپس چرخش دستگاه آرام و متوقف میشود تا تمام مواد گرم شده به تمام سطح دو لبه برسند. در این نوع جوش، قطعات به نقطه ذوب نمیرسند.
جوشکاری بدون الکترود انفجاری
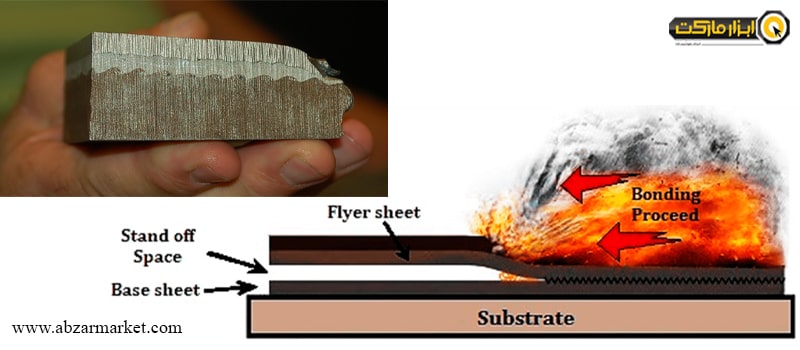
روش دیگر جوش دادن فلزات بدون الکترود نوع انفجاری یا Explosion Welding است که جزو مدلهای خاص و کمتر استفاده شده در صنعت نام میگیرد. در این مدل جوشکاری، با کمک یک انفجار کوچک و کنترل شده و قبل از اینکه فلز به دمای ذوب برسد، دو لبه فلز غیر همجنس را به یکدیگر اتصال میدهند. با آغاز نقطه انفجار، یک لبه فلز با سرعت تغییر حالت و دما داده و به سمت فلز دیگر میرود. همین عمل کوتاه و سریع باعث میشود تا آن فلز به دیگری بچسبد.
از این روش جوشکاری محبوب برای اتصالات انواع فلزات سخت و ناهمجنس مثل فولاد، تیتانیوم، نیکل و... بههم استفاده میکنند و یک انتخاب و روشی ایدهآل برای عایق کردن و روکش کردن فلزات با لایه های نازک است.
جوشکاری بدون الکترود فراصوتی
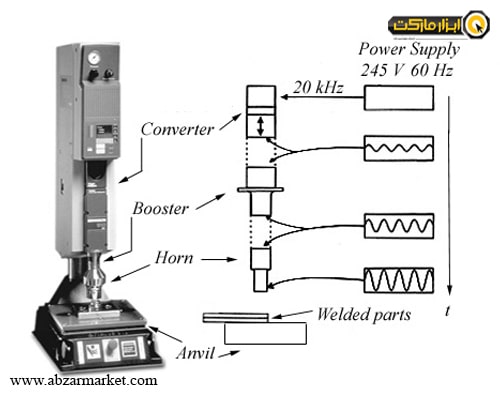
جوشکاری اولتراسونیک یا جوش با امواج فراصوتی Ultrasonic Welding از جمله جدیدترین روشهای جوشکاری است که در آن اتصال به کمک ارتعاشات موج های صوتی صورت میگیرد. انواع پلاستیک و فلزات نازک و غیر همجنس قابلیت جوشکاری با روش فراصوتی را دارند و در استفاده از این روش به هیچ لوازم جانبی متصل کننده، الکترود مصرفی و... نیاز نخواهد بود. جوش اولتراسونیک به دلیل دقت و سرعت بالای کاری، در خط تولید انبوه لوازم و وسایل مختلف کاربرد دارد.

در این روش، ابتدا دو لبه قطعه صاف و تمیز میشوند. پس از آن زیر فشار قرار میگیرند و لبهها کمی گرم میشوند. در مرحله بعد با استفاده از قطعهای به نام شیپوره Horn یا سونوترود Sonotrode روی دستگاه جوش، امواج ارتعاشی اولتراسونیک تا 70 کیلوهرتز ایجاد شده و آن را به لبه قطعات منتقل میکند. حال با ترکیب ارتعاش+گرما (حرارت زیر دمای ذوب جسم) دو قطعه در سرعت بسیار بالا و زمان کمی به یکدیگر پیوند خورده و زیر فشار قرار میگیرند؛ در نهایت جوش اتفاق میافتد و بعد از آن سطح قطعه سرد میگردد.
جوشکاری بدون الکترود نفوذی
این روش جوش شبیه به نوع ذوبی فشاری است، اما با هزینه بالاتر و بدون منبع خارجی گرم کننده، برای مواد فلزی حساس انجام میشود. نوع جوشکاری غیر ذوبی نفوذی به انگلیسی Diffusion Welding برای فلزات سخت مثل تنگستن، زیرکونیوم، بریلیوم و... مناسب است. در واقع هنگامی که این فلزات را بخواهند در الگوها و شکلهای خاص به هم پیوند بزنند و هیچکدام از روشهای دیگر جوش بدون الکترود امکان استفاده نداشته باشد، نوع جوش نفوذی بهترین گزینه خواهد بود. در این روش دمای سطح قطعه به 50 تا 70 درصد دمای ذوب میرسد و سپس با فشار دستگاه، دو لبه ناهموار فلز همجنس یا غیر همجنس به یکدیگر فشار داده شده و در هم نفوذ میکنند.
دستگاه جوش بدون الکترود؛ کاربردهای متنوع در صنایع مختلف
همانطور که اشاره شد این روش های جوشکاری استفاده عمومی و خانگی ندارند و به دلیل هزینه بالاتر و موقعیتهای خاص جوشکاری، برای صنایع مختلف استفاده میگردند. از کاربردهای جوشکاری بدون الکترود میتوان به موارد زیر اشاره کرد:
- جوشکاری در صنایع کشتیرانی و دریایی
- اتصالات زیر آب، در فصای محدود و تنگ، در ارتفاعات و...
- روکش کردن و عایق بندی روی انواع فلزات با یک جنس فلز ناهمجنس دیگر
- جوشکاری دقیق روی قطعات حساس فلزی غیر آهنی (آلومینیوم، استیل و...) با نقطه جوش کاملا کنترل شده
- جوشکاری روی انواع فلزات بدون رسیدن به نقطه ذوب و تغییر حالت
- جوش لوله و تاسیسات فلزی و غیر فلزی در ساختمان سازی
- صنایع راه سازی و جاده سازی شهری، لوله کشی در شبکه های بزرگ، پل سازی و...
- صنایع هوا و فضا برای جوش انواع ورق با جنس های مختلف بدون روکش و روکش دار
- تعمیرات و جوشکاری موضعی و جزیی برای رفع اشکالات در شبکه اتصالات و...
- و...
عملکرد جوشکاری بدون الکترود، در یک نگاه
همانطور که اشاره شد، فرآیند جوش دهنده در دستگاه های جوش بدون الکترود تقریبا در تمام مدلها از روش «فشار + حرارت» مستقیم یا غیر مستقیم روی دو سطح قطعه استفاده میکند؛ با کمک ترکیب فشار و آن انرژی حرارتی، موج، گاز یا نیروی خارجی، یک فعالیت شیمیایی در نوک تورچ جوش دستگاه و قطعه برقرار میشود و دو لبه قطعه در کسری از ثانیه بههم متصل میگردند.
دستگاه جوش بدون الکترود معمولا یک یونیت برقی کمی شبیه به اینورتر جوش صنعتی با تورچ و پیک جوشکاری است، اما سیم جوش یا الکترود مصرفی جوشکاری روی تورچ آن استفاده نمیشود. در این روش جوشکاری حرفه ای، بسیاری از پارامترها مثل تنظیم دما، میزان حوضچه مذاب، تغییر حالت جوشکاری از خال جوش به خط، مصرف کردن و نکردن فلز پر کننده کاملا در اختیار کاربر بوده و استاد جوشکار با توجه به نیاز خود، کنترل زیادی روی کیفیت جوش خواهد داشت.
مزایای شگفت انگیز دستگاه جوش بدون الکترود
جوش دادن بدون الکترود مزایای بسیاری دارد که باعث میشود هر کاربر صنعتی با یک تصمیم ساده و راحت در صورت داشتن شرایط استفاده از آن، به سمت این مدل جوش متمایل شود. از نکات مثبت جوش بدون الکترود میتوان موارد زیر را نام برد:
- ایجاد خال و خط جوش به مراتب تمیزتر و دقیق تر از نوع جوش الکترودی
- گل جوش پایین و یا صفر در اکثر روش های جوش بدون الکترود و بدون نیاز تمیزکاری
- بازه کنترلی گسترده در اختیار کاربر برای تنظیم تمام پارامترها و تغییر نیجه نهایی جوش
- قابلیت اتصال تمام فلزات غیر همجنس به یکدیگر
- حذف هزینه الکترود مصرفی
- بهترین روش برای اتصال دو ورق و جنس نازک فلزی
- آموزش و یادگیری ساده در کمترین زمان برای تمام کاربران مبتدی و حرفه ای
- امکان اتوماسیون سازی پروسه جوشکاری بنا به نوع کارگاه، کارخانه، خط تولید و نیاز کاربر
جوشکاری ایمن با دستگاه های جوش بدون الکترود
هر چند که این مدل جوشکاری خطرات به مراتب کمتری نسبت به نوع جوش الکترودی دارد و مشکلات کمتری به بار میآورد، اما بدون رعایت نکات ایمنی عمومی و تخصصی نباید به آغاز جوشکاری بدون الکترود فکر کرد.
- بدیهی است که استفاده از تمام لوازم ایمنی مثل دستکش، کفش، کلاه ماسک، عینک جوشکاری و... توصیه میشود.
- هر دستگاه جوش تنظیمات خاص خود را دارد. برای هر جنس و مواد فلزی و غیر فلزی، هر نوع فلز آهنی و غیر آهنی، قطر و نوع جوش، دستگاه باید بر اساس نیاز و هدف آن کار تنظیم شود.
- آب و رطوبت در هیچکدام از دستگاههای جوش بدون الکترود نقشی ندارند و نباید از آن برای خنک کردن خط جوش استفاده کرد.

- در دستگاه جوش لیزری کاملا باید مراقب محل اصابت پرتو لیزری بود چرا که دمای حوضچه مذاب و نقطه جوش بسیار سریع بالا رفته و برخورد لیزر با دست شدیدا خطرناک است.
- در دستگاه جوش مقاومتی و الکتریکی، سطح قطعه و بازوها به برق متصل میگردد پس باید جوانب احتیاط ا رعایت کرد.
- واکنش شیمیایی تنگستن در دستگاه جوش هیدروژنی اتمی دمای زیادی دارد. به هیچ عنوان بدون لوازم ایمنی به محدوده حوضچه حرارتی و جوش قطعه بیش از اندازه نزدیک نشوید.
- همین قاعده بالا در موقع کار با دستگاه جوشکاری انفجاری نیز باید رعایت شود. چرا که قسمت منفجر کننده لبه فلز با وجود عملکرد سریع، قدرت تخریبی بالایی دارد.
- در هنگام کار با دستگاه جوشکاری فشاری و نفوذی، تا قبل از سرد شدن خط جوش داده شده، آنها را جدا نکرده و به آن قسمت دست نزنید.
- در هر روش جوشکاری بدون الکترود همیشه قبل از کار چک کنید که دستگاه سالم باشد؛ محل جوش هر دو لبه کاملا تمیز باشند و جسم خارجی و خصوصا اجسام رسانای برق و گرما به محل جوش وارد نشوند.
کلام آخر در مورد کار با دستگاه جوش بدون الکترود
در این مقاله از انواع جوشکاری بدون الکترود گفتیم و اینکه جوش غیر الکترودی چیست؟ در کجا کاربرد دارد؟ و چرا برخی از صنعتگران و تکنسینهای حرفهای در کارگاه و کارخانههای تولیدی از جوشهای بدون الکترود استفاده میکنند؟
شما میتوانید برای خرید دستگاه جوش قوسی الکترودی و غیر الکترودی در آمپراژهای خروجی مختلف از برندهای معتبر و محبوب داخلی و خارجی به فروشگاه آنلاین ابزار مارکت مراجعه کنید.