
آموزش جوشکاری با سرپیک جوشکاری
جوشکاری یکی از ارکان اصلی صنعت فلز به شمار میرود. این فرآیند، اتصال دائمی قطعات فلزی را با استفاده از گرما و یا فشار، و با یا بدون مواد پرکننده، امکانپذیر میکند. در میان روشهای مختلف جوشکاری، جوشکاری با سرپیک، روشی سنتی و پرکاربرد است که علیرغم سادگی ظاهری، نیازمند دانش فنی و مهارت کافی برای دستیابی به اتصالی محکم و باکیفیت میباشد.
در این راهنمای جامع، با دنیای جوش با دسته پیک آشنا خواهیم شد و آموزش جوشکاری با سرپیک جوشکاری را میدهیم. از چیستی سرپیک جوشکاری و اجزای تشکیل دهندهی آن گرفته تا انواع گازهای مورد استفاده و تکنیکهای جوشکاری، قدم به قدم همراه شما خواهیم بود. همچنین، نکات ایمنی و کاربردهای متنوع این روش را مورد بررسی قرار خواهیم داد. پس با ابزار مارکت همراه باشید.
- سرپیک جوشکاری چیست؟
- آموزش استفاده از سرپیک جوش
- ویدیوی آموزش کار با سرپیک جوشکاری
سرپیک جوشکاری چیست؟
قبل از استفاده از سرپیک جوش ابتدا نیاز است که این ابزار را بشناسید. سرپیک جوشکاری یا دسته پیک جوش اکسی-گازی (Oxy-Fuel Welding Torch) وسیلهای اصلی و نسبتا بزرگ و سنگین در جوشکاری صنعتی گاز استیلن و اکسیژن است که وظیفه ایجاد شعله به وسیله احتراق گاز سوختنی با اکسیژن را دارد. گاز اکسیژن و گاز سوخت از کپسول، توسط شلنگ ها وارد سرپیک شده و در خروجی آن منجر به احتراق میشود. احتراق تشکیل شده از نازل و کلاهک خارج شده و باعث ایجاد شعله متمرکز میشود. گاز ورودی میتواند استیلن، پروپان و... باشد و شکل دسته، سری و نازل سرپیک بر اساس گاز ورودی و قدرت جوش میتواند متفاوت باشد.

اجزای تشکیل دهنده سرپیک جوشکاری
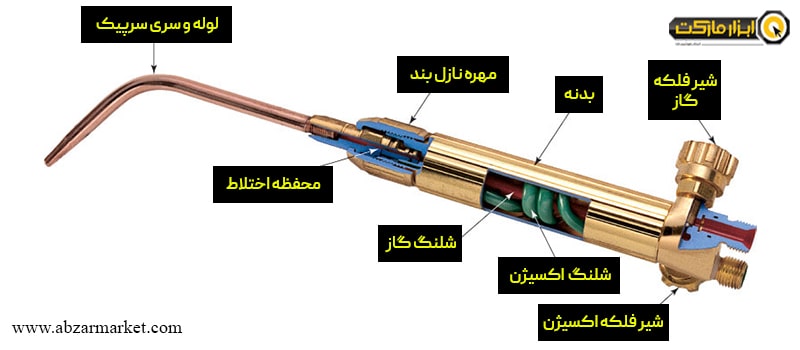
سرپیک جوش، از اجزاء مختلفی تشکیل شده است که هر کدام از این قسمتها وظایف مختلفی را بر عهده دارند. در ادامه، با مهمترین اجزای سرپیک جوشکاری آشنا میشویم:
-
دسته:
این بخش، محل قرارگیری دست جوشکار است و برای کنترل جریان گاز و اکسیژن مورد استفاده قرار میگیرد. روی دسته، 2 عدد فلکه برای تنظیم مقدار جریان گاز و اکسیژن قرار دارد.
-
شیرهای کنترل گاز و اکسیژن (رگلاتور):
سرپیک جوشکاری دارای 2 عدد شیر مجزا برای کنترل جریان اکسیژن و گاز سوختنی (معمولا استیلن) و شعله است. این شیرها به کاربر امکان تنظیم دقیق میزان گاز خروجی را میدهند که برای دستیابی به شعلهی مناسب و جوشکاری باکیفیت، بسیار حائز اهمیت است. معمولا این شیرها با رنگ آبی یا سبز برای اکسیژن و رنگ قرمز برای گاز مشخص میشود.
-
شلنگهای گاز:
شلنگهای تعبیه شده داخل دسته سرپیک وظیفه انتقال گاز اکسیژن و سوختی را به محفظه اختلاط دارد. این دو شلنگ نیز مثل شیرها با دو رنگ سبز/آبی و قرمز جدا میشوند.
-
محفظه اختلاط:
گازها بعد از انتقال توسط شلنگ به محفظه اختلاط میرسد و مخلوط میشوند و مشتعل میشوند. پس از مخلوط شعله زرد و سپس آبی رنگی تشکیل میشود و به سمت نازل هدایت میشود.
-
لوله و نازل:
لوله و نازل، خروجی سرپیک است که وظیفهی هدایت گازهای سوختنی و اکسیژن را بر عهده دارد. این نازل معمولا بلند بوده و سوراخ خروجی (سایز قطر) آن بر اساس ضخامت قطعهی کار و نوع شعلهی مورد نیاز انتخاب میشود. نازلهای جوشکاری معمولا از مس ساخته میشوند و به دلیل قرارگیری در معرض حرارت بالا، ممکن است نیاز به تعویض دورهای داشته باشند.
آموزش استفاده از سرپیک جوش
بعد از شناخت این ابزار حال نوبت به یادگیری کار با سرپیک جوشکاری میرسد. برای کار با این دسته و انجام جوش گازی، علاوه بر وسایل و تجهیزات استاندارد، به طی کردن مراحل صحیح و رعایت اصول درست آن هم نیاز است. این سبک جوش در کنار کپسول گاز اکسیژن، یک کپسول گاز سوختی (معمولا استیلن) میخواهد. لازم به ذکر است که به جای گاز استیلن میتوان از گاز پروپان و متان نیز استفاده کرد؛ ولی بازدهی استیلن از همه این گازها بالاتر و انتخابی مناسب است. به همین دلیل ما در این آموزش مبنا را بر استفاده از گاز استیلن گذاشتهایم. علاوه بر کپسول گاز و دسته پیک، برای جوشکاری در این روش نیاز به فندک جوشکاری (برای روشن کردن سرپیک)، فلش بک یا ارستور گاز، رگولاتور و همچنین لوازم ایمنی دارید.

مرحله اول: آماده سازی کپسول های گاز
قبل از روشن کردن تورچ و شروع کار، باید کپسولهای گاز چک و تنظیم شوند. ابتدا تمامی اتصالات کپسولها به شلنگ را چک کنید تا سفت باشند و در صورت نیاز با آچار آنها را سفت کنید. حتما از سلامت مهره نازل بند و سر شلنگی و سفتی اتصال آنها به دسته اطمینان حاصل کنید. پیشنهاد میشود که نازل بند را با دست سفت کنید تا به لوله سرپیک آسیبی وارد نشود. بعد از چک کردن موارد ایمنی، نوبت به تنظیم فشار هر کپسول میرسد. در صورتی که از کپسولهای پرسی استفاده میکند احتمالا رگلاتور بر روی آنها نصب نیست ولی در صورت استفاده از رگلاتور حتما چک کنید که فشار خروجی هر کپسول قبل از تنظیم صفر باشد.
در ابتدا شیر فلکه کپسول گاز استیلن را به اندازه نصف دور باز کنید و با شیر رگلاتور میزان فشار خروجی استیلن را تا مقدار پیشنهادی بین 0.3 تا نهایتا 0.6 بار (بین 5 تا 10 PSI) تنظیم کنید. در تنظیم خروجش فشار گاز استیلن هرگز از 15 PSI عبور نکنید!
برای کپسول اکسیژن نیز بعد از باز کردن کامل شیر فلکه، مقدار فشار خروجی رگلاتور را بین بازه 0.4 تا 1 بار (حدود 5 تا 15 PSI) تنظیم کنید.
نکته:
- هرگز با دست چرب با کپسول اکسیژن تماس نداشته باشید زیرا واکنش چربی و اکسیژن میتواند منجر به انفجار شود.
- برای جوش اکسی-گازی حتما مطمئن شوید که کسپولها با کمک یک زنجیر، تسمه، ارابه یا جایگاه مخصوص خود کاملا مهار شده باشند و در حین کار اصلا تکان نخورند و نیفتند.
- بعد از تنظیم فشار و باز کردن شیرها و قبل از شروع به جوش، بسیار مهم است که تمام اتصالات را از لحاظ نشتی چندین بار چک کنید.

مرحله دوم: آماده سازی لوازم و تجهیزات ایمنی
اول ایمنی بعد کار!... برای جوشکاری حتما باید مسائل ایمنی را رعایت کنید تا آسیبی به شما نرسد. لازم به ذکر است که حتما از تمیزی قبل از کار مطمئن شوید تا شعله شما پراکنده نشود یا به سمت داخل برنگردد. ضمن اینکه محیط و محدوده جوشکاری باید کاملا از تمامی وسایل اشتعال زا و خطرناک جدا بوده و باید تهویه هوای خوبی داشته باشد. تجهیزات ایمنی مناسب جوش با دسته پیک عبارتند از:
- دستکش چرمی ( مطمئن شوید که سطح آن چرب نیست و سوراخی ندارد)
- کلاه ماسک یا عینک استاندارد جوشکاری
- لباس کار مناسب جوشکاری
- انبر برای جابهجا کردن قطعه داغ در حین یا بعد از جوش
- کپسول آتش نشانی (در صورت بروز حادثه)

مرحله سوم: انتخاب سری و نازل سرپیک
انتخاب سایز نازل و نوع سری مناسب سرپیک طبق ضخامت قطعه، گاز مورد استفاده و مقدار شعله مورد نظر انجام میگیرد. سایز نازل در روند کار و مقدار شعله شما بسیار تاثیر گذار بوده و در خروجی و نتیجه نهایی تاثیر بسزایی دارد. نازل های جوش به طور استاندارد با شماره 1 تا 4 ارائه شده و بنا به شماره نازل نصب شده روی دسته، قطر شعله خروجی متفاوت است. البته که طول و قدرت شعله با تنظیم گازها امکان پذیر است؛ اما قطر شعله ارتباط مستقیم با ضخامت و خط جوش دارد. اگر بر روی فلزات نازک کار میکنید و یا به هر دلیلی نباید خط جوش روی قطعه بزرگ و زمخت باشد، این تعیین اندازه را باید قبل از شروع عملیات، با انتخاب سایز نازل جوشکاری انجام دهید.

مرحله چهارم: روشن کردن سرپیک
برای روشن کردن یک سرپیک اولین راه درست خواندن دفترچه راهنما و نکات فنی و ایمنی سازنده است. بعد از این کار، خواهید دید که اکثر دسته پیکها، مکانیزم روشن شدن و کار شبیه به هم دارند، اما خواندن این دفترچه نکات مهمی در مورد هر مدل خاص سرپیک در اختیار شما میگذارد.
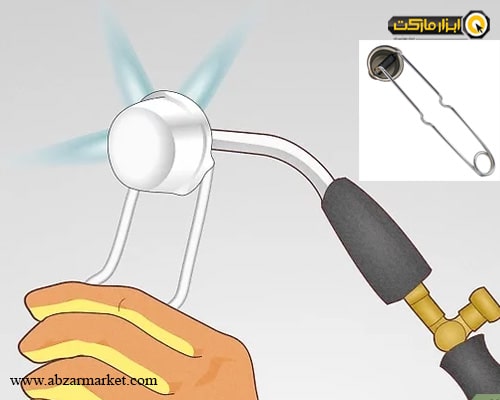
برای استارت اولیه و اشتعال سرپیک، استفاده از فندک جوشکاری یا Lighter مخصوص بجای یک کبریت یا هر گونه وسیلهای که آتش تولید کند پیشنهاد میشود. در حالیکه شیر اکسیژن (شیر آبی یا سبز رنگ) بسته است، ابتدا به اندازه کمی، شیر گاز سوخت و استیلن روی دسته را باز کنید. در این مرحله یعنی استارت اولیه شعله، کاملا دقت کنید شیر اکسیژن بسته باشد!... سپس با استفاده از فندک جوشکاری روی خروجی نازل، گاز را مشتعل کنید و شعله را ایجاد کنید. توجه کنید که فندک جوشکاری را با زاویه بگیرید تا شعله به سمت خودتان برنگردد.
تنظیم شعله سرپیک جوش
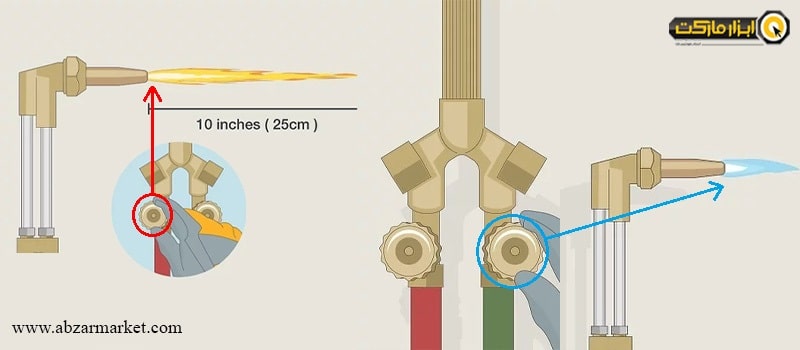
بعد از روشن شدن شعله اولیه، رنگ آن زیر خواهد بود. حال باید با شیر گاز استیلن و شیر اکسیژن شدت و قدرت شعله را تنظیم کرد. کم و زیاد کردن شیر گاز استیلن، شعله زرد رنگ را، ضعیف و قوی و با دود همراه میکند؛ ابتدا آن را کم کرده و سپس این شیر را به اندازهای باز کنید که شعله بزرگ و بدون دود شود. بعد از آن، با باز کردن شیر اکسیژن و تنظیم آن، شکل و رنگ شعله تغییر کرده و به رنگ آبی و کاملا تیز و قدرتمند در میآید. گاز اکسیژن و استیلن را باید طوری تنظیم کنید که:
- شعله خیلی طولانی و بلند نباشد.
- شعله خیلی کوتاه نباشد.
- شعله آبی رنگ باشد.
- نقطه ابتدایی و شروع شعله (جایی که از نازل بیرون آمده) به نازل وصل باشد. در واقع از لحاظ ظاهری این طور به نظر نیاید که شعله از نازل جدا شده است.
شعله های کوتاه مخصوص جوشکاری با حرارت بالا و فلزات ضخیم و شعله بلند برای کارهای با حرارت پایینتر و روی مواد حساستر و نازکتر مناسب است.
مرحله پنجم: شروع عملیات جوشکاری
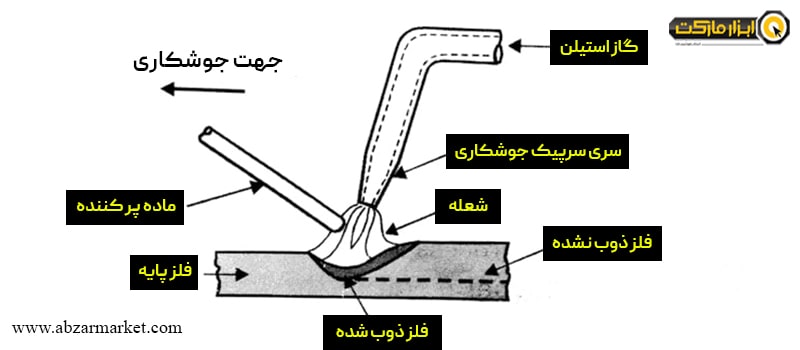
بعد از تنظیم شعله طبق نیاز، شروع به جوشکاری روی قطعه مورد نظر میکنیم. شما میتوانید تنها با حرکت زیگزاگ و ایجاد حوضچه مذاب بین لبه قطعات مورد نظر، آنها را به هم اتصال بدهید؛ و یا با اضافه کردن ماده پر کننده حین عملیات جوشکاری به استحکام اتصال کمک کنید.
بک فایر و خاموش شدن ناگهانی شعله
بعد از روشن کردن سرپیک یا حتی وسط جوشکاری، ممکن است عمل برگشت گاز یا بک فایر رخ دهد که علاوه بر خطرناک بودن، به خاموش شدن ناگهانی شعله هم منجر میشود. در صورت سالم بودن تمام وسایل، اتصال درست تمام قطعات و تنظیم دقیق فشار گازها، معمولا این اتفاق رخ نمیدهد؛ اما برای اطمینان از عدم برگشت گاز و خاموشی ناخواسته شعله، استفاده از قطعهای به نام ارستور Arrestor یا همان فلش بک Flash Back پیشنهاد میشود. این قطعه فلزی کوچک میتواند روی رگولاتور یا مانومتر، بین شیلنگ و یا پشت دسته پیک نصب شود. ارستور گاز یا فلش بک جوش یک نوع شیر یکطرفه کننده است که اجازه برگشت جریان گاز به سمت مخالف را نمیدهد.

مرحله ششم: پایان عملیات جوشکاری
بعد از اتمام جوشکاری و جهت خاموش کردن سرپیک، ابتدا شیر گاز سوخت یعنی استیلن و سپس شیر اکسیژن را ببندید. همچنین در پایان شیفت کاری، شیر فلکه هر 2 کپسول اکسیژن و استیلن و رگلاتور آنها را به طور کامل ببندید و در نهایت تمامی قطعات را از لحاظ نشتی و سلامتی دوباره بررسی کنید.

ویدیوی آموزش کار با سرپیک جوشکاری
در ویدیوی زیر آموزش قدم به قدم تنظیم دسته پیک و روش جوشکاری با سرپیک و گازهای استیلن و اکسیژن توضیح داده شده است.
جوشکاری با سرپیک، روشی سنتی، قدرتمند و پرکاربرد برای اتصال قطعات فلزی آهنی و غیر آهنی است. با درک اصول اولیهی این فرآیند، انتخاب تجهیزات مناسب، رعایت نکات ایمنی و کسب مهارت کافی، میتوان به نتایج باکیفیت و قابل قبولی دست یافت. اما به جرات میتوان گفت که مهمترین قطعه و وسیله در این عمل جوش صنعتی، انتخاب یک سرپیک جوش با کیفیت، معتبر و استاندارد است.
شما میتوانید برای خرید سرپیک جوش در انواع مختلف از برندهای روز خارجی و داخلی به فروشگاه ابزار مارکت مراجعه کنید و محصول مورد نظر خود را به صورت اورجینال با ضمانت اصالت و سلامت کالا در اسرع وقت درب منزل دریافت کنید.












