
تفاوت جوشکاری Mig و Tig چیست؟
این درست است که روش جوشکاری MIG و TIG هر دو با فناوری قوسی انجام میشود؛ اما تکنیک اجرای آنها کاملا باهم فرق دارد. در هر 2 روش با کمک یک منبع تغذیه برق، جریان مستقیم DC یا متناوب AC به سیم جوش یا الکترود وارد میشود. این جریان در نوک سیم/الکترود یک Arc یا قوس با نور زیاد و حرارت بسیار بالا به وجود آورد. دو فلزی که قرار است به هم جوش داده شوند، توسط این حرارت، ذوب شده و به هم پیوند میخورند؛ اما ماجرا به این سادگی نیست.
انتخاب اشتباه یکی از این دو راه جوشکاری با توجه به موقعیت و جنس قطعه کاری، ضرر و زیانهای کمی ندارد! این موضوع میتواند باعث اتلاف وقت، منابع و هزینه های مالی زیادی شود. برای اینکه بتوانید جلوی این ضرر را بگیرید، بهتر است تفاوت جوشکاری co2 (میگ) و آرگون (تیگ) را بدانید. ما در این مطلب تخصصی از ابزار مارکت به معرفی و مقایسه این دو نوع جوش صنعتی میپردازیم.

- معرفی جوشکاری میگ (MIG)
- معرفی جوشکاری تیگ (TIG)
- مزایا و معایب جوشکاری تیگ و میگ
- تفاوت جوشکاری میگ و تیگ
- تفاوت جوش آرگون و CO2 در یک نگاه
- کلام آخر در مورد تفاوت جوشکاری میگ و تیگ
معرفی جوشکاری میگ (MIG)
بزرگترین تفاوت جوشکاری Tig و Mig در نوع ساخت قوس، نوع الکترود و نحوه استفاده از آن قوس در کار جوش است.
در جوش میگ یا جوشکاری گاز بی اثر فلز MIG (metal inert gas) که گاهی به آن جوشکاری قوسی محافظت شده گاز GMAW هم میگویند، از یک منبع تغذیه برق DC مستقیم، یک سیم جوش (بجای الکترود جوش) و یک منبع گاز بی اثر کننده استفاده میشود. اما در اکثر اوقات این گاز غیر فعال، با یک گاز فعال یعنی دی اکسید کربن Co2 جایگزین میشود، بنابراین این روش به نام جوش مگ MAG هم معروف است.
در یک تعریف ساده نحوه کار جوش میگ یا دی اکسید کربن، ابتدا جریان برق از منبع توسط کابل و تورچ جوشکاری به نوک سیم میرسد؛ سیم جوش در این روش یک قطعه مصرفی است که همواره از سمت قسمتی به نام «وایر فیدر» که به کنسول دستگاه جوش متصل شده، به سمت دسته و تورچ جوش هدایت میشود. سیم جوش در نقطه شکل گیری قوس میسوزد و مصرف میشود. با ذوب شدن آن، اتصال دو فلز شکل میگیرد.
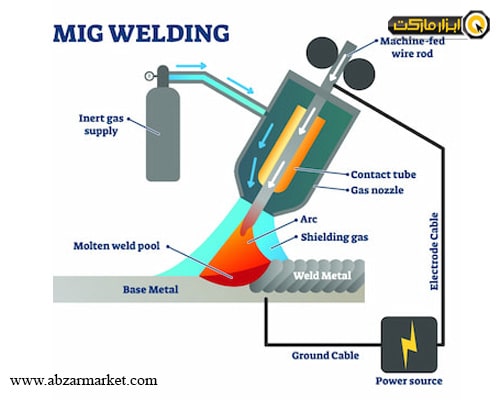
اما محل سوختن که از یک واکنش شیمیایی با کمک اکسیژن به دست آمده، تاثیر مخربی روی فلزات دارد و باعث ترک خوردن آنها میشود. برای حل این مشکل از یک گاز محافظ که اغلب همان گاز Co2 است، استفاده میگردد؛ گاز از کنار سیم جوش در سر تورچ و از قسمت مخصوص خروجی روی نازل خارج میشود. با خروجی این گاز، یک محفظه و هاله تشکیل شده و دی اکسید کربن به عنوان یک بی اثر کننده، اثرات منفی اکسیژن را از بین برده و کیفیت جوش و قطعه کاری را حفظ میکند.
معرفی جوشکاری تیگ (TIG)
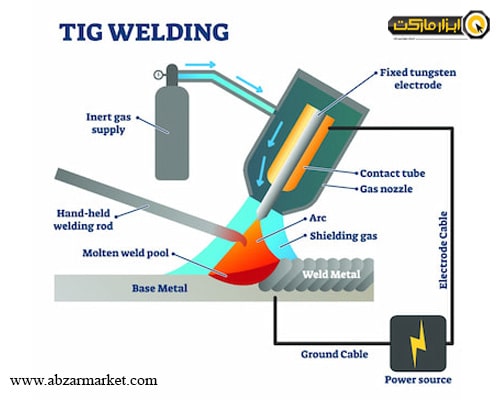
برای توضیح روش جوش تیگ یا جوش تنگستن گاز بی اثر TIG (tungsten inert gas) که به آن جوش آرگون یا تنگستن هم میگویند، باید گفت که تقریبا همین فناوری استفاده میگردد. در واقع در جوشکاری TIG از یک منبع تغذیه برق DC یا AC، الکترود غیر مصرفی تنگستن، گاز خنثی (غیر فعال) استفاده شده و دیگر خبری از سیم جوش و گاز فعال (مثل دی اکسید کربن) نیست. البته در این مدل جوشکاری میتوان از یک فلز مصرفی (فلز پر کننده) به صورت دستی نیز استفاده کرد، اما این موضوع اجباری نبوده و کاملا به شرایط جوشکاری و انتخاب کاربر بستگی دارد.
در مدل جوش تیگ، برق به نوک الکترود غیر مصرفی تنگستن میرسد و قوس جوش برقرار میشود. البته این الکترود عمر مفید محدود دارد و غیر مصرفی بودن آن به معنای همیشگی بودنش نیست؛ بلکه تنها به این معناست که ذوب نشده و به خورد 2 فلزی که به هم متصل میشوند نمیرود. اما حوضچه مذابی که شکل گرفته در این مدل جوش باعث اکسیده شدن فلز میشود؛ برای همین گاز کاربردی در این جوش تیگ، یک گاز محافظ بی اثر کننده یا خنثی مثل آرگون و هلیوم است. این گاز حوضچه را خنک کردن و از این مشکل جلوگیری میکند. گاز آرگون در این روش بیشتر استفاده میشود و هلیوم نیز مخصوص جوشکاری فلزات ضخیم است.
مزایا و معایب جوشکاری تیگ و میگ
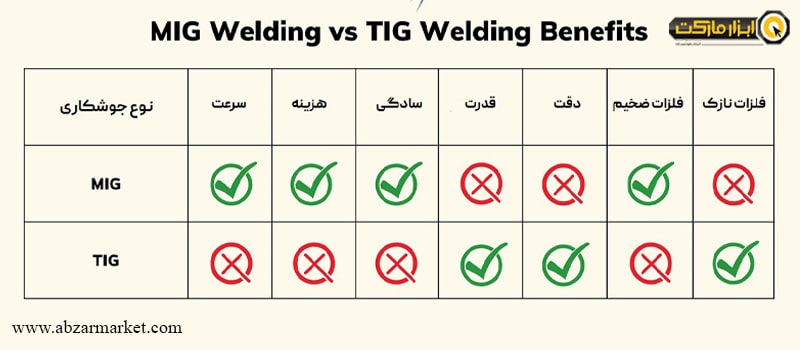
همانطور که بالاتر گفته شد، اگر چه به ظاهر مکانیزم این دو نوع جوشکاری گازی شبیه به هم هستند، اما به دلایل متعددی، خروجی آنها روی کار فرق میکند. جدول زیر به خوبی مزایا و معایب جوش میگ و تیگ را نشان میدهد.
تفاوت جوشکاری میگ و تیگ
با توجه روش های جوش و مقایسه مزایا و معایب، میتوان فهمید که تفاوت جوش Mig و Tig در کجا نمایان میشود. برای توضیح بیشتر میتوان موارد زیر را نام برد.
مهارت جوشکاری
یکی از مهمترین تفاوت های جوشکاری تیگ و میگ، میزان سختی و در واقع میزان مهارت مورد نیاز برای آن است. مراحل یادگیری روش جوشکاری با گاز CO2 بسیار سادهتر است. حتی گاهی اوقات به شوخی و بین افراد حرفهای، جوشکاری میگ به دلیل آسان بودن زیاد، به عنوان جوش تفنگ حرارتی صنعتی نیز یاد میشود. نکتهای از تفاوت جوشکاری Mig و Mag در این موضوع دیده نمیشود و در هر دو تیپ جوش دی اکسید کربن، فقط کافیست کاربر با یک دست تورچ را نگه دارد و اتصال انجام میشود؛ برای همین، جوش میگ برای افراد مبتدی و تازه کار مناسبتر خواهد بود.
در طرف مقابل برای جوش آرگون مراحل سختتر و تکنیکی وجود دارد و جوشکاری TIG به مراتب سختتر از جوش MIG است. در این روش، هر 2 دست کاربر و یک پای او روی پدال درگیر خواهد بود و هر کدام به طور جداگانه باید الکترود تنگستن و سرعت گاز و جوشکاری را تنظیم کند.

تطبیق پذیری
به طور کلی جوش میگ تنوع کاری و گستردگی بیشتری در صنایع دارد. امکان کار روی انواع فلزات نرم و سخت مثل فولاد، آلومینیوم با این روش راحت تر از نوع تیگ است. به دلیل اینگه جوش میگ سیم جوش مصرفی دارد، از آن میتوان به عنوان پر کننده هم استفاده کرد و نیازی به فلز اضافه حین جوشکاری نیست.
ضمن اینکه جوش میگ برای کار در جهات گوناگون عمودی، افقی، بالاسر، برعکس، تخت مناسب تر است و به دلیل پر کنندگی و استفاده از فیلر، میتوان دو فلز با جنس مختلف را به هم وصل کرد.
کیفیت جوش
اگر به جوش دقیق با کیفیت بسیار بالا و بدون گل و هیچ ذرات پرتابی نیاز باشد، جوش تیگ میتواند یک اتصال تمیز و قدرتمند ارائه دهد. خط جوشکاری آرگون بسیار زیباتر و شیک تر از جوش میگ روی قطعه نمایش داده میشود و برای فلزاتی چون استنلس استیل، آلومینیوم و فولاد آلیاژی و... این نوع فلزات کاملا مناسب است.

آماده سازی و نظافت
جوش تیگ نیاز حتمی به تمیزکاری و نظافت سطح جوش قبل از شروع و بعد از پایان پروسه دارد. جوشکاری MIG به دلیل داشتن سیم جوش مخصوص و دستگاه وایر فیدر، پرتاب جرقه و مواد مذاب کمتری از خود تولید میکند. این روش برخلاف جوش TIG و بخاطر عدم استفاده از الکترود تنگستن و عدم نیاز به فیلر یا فلز پر کننده جداگانه، نیازی به آماده سازی مفصل ندارد و سریعتر آماده و انجام میشود. تنها با روشن کردن دستگاه و گذاشتن تورچ روی محدوده فلز، جوشکاری انجام خواهد شد.
اما جوش تیگ هم زمان آمادگی بیشتری نیاز دارد و هم حوضچه مذاب و جرقه آن بیشتر است؛ علاوه بر نیاز به مهارت بالا، کاربر برای انجام جوشکاری آرگون، باید از قبل:
- طول و سایز الکترود تنگستن و فلز پر کننده خود را تعیین و مشخص کند.
- محدوده جوشکاری، تورچ و الکترود را قبل از شروع به خوبی تمیز کند.
- محدوده جوشکاری، تورچ و الکترود را بعد از اتمام پروسه جوش به خوبی تمیز کند.

سرعت جوشکاری
از آنجایی که تورچ جوش میگ به یک تفنگ وایر فیدر مجهز است و سیم جوش به صورت مداوم با چرخه کاری 100 درصد اتصال را انجام میدهد، نوع جوشکاری میگ یا دی اکسید کربن از سرعت بالاتری نسبت به تیگ برخوردار است. این ویژگی هم آموزش و یادگیری جوشکاری میگ را آسانتر میکند و هم سرعت کاری را در خطوط تولید و مونتاژ کارخانه ها و صنایع مختلف بالاتر میبرد.
دقت
از آنجایی که تورچ جوش تیگ تنها یک الکترود غیر مصرفی تنگستن دارد، مدیریت و کنترل بیشتری را میتوان هنگام جوشکاری تیگ انجام داد. دستگاه های جوشکاری آرگون چندین حالت تنظیم پالسی، دو ضرب و چهار ضرب و... دارند و گاهی به پدال پایی هم مجهز اند؛ برای همین تنظیم آمپر دقیق و چند حالته در هر لحظه جوش تیگ امکان پذیر است و در دقت های بسیار بالا بهتر است از جوش آرگون استفاده گردد.

هزینه
به دلیل داشتن سرعت بالا، یادگیری راحت و امکان استفاده گسترده در زمان زیاد در کارخانه های ساخت و تولید وسایل، جوش میگ به صرفه تر بوده و هزینه کمتری نسبت به تیگ دارد. از طرف دیگر خود دستگاه جوش میگ هم در یک رنج و رده مساوی، بهای پایین تری از دستگاه جوش تنگستن داشته و سیم جوش هم با اینکه مصرفی است، اما در نهاست از الکترود تنگستن کم هزینه تر است.
سازگاری با محیط زیست
جوشکاری تنگستن به دلیل دود کمتر و تمیز بودن بیشتر از نوع میگ، با محیط زیست و آلودگی هوا سازگارتر است. جوش میگ جرقه، رسوب و دود بیشتری تولید میکند و به دلیل گازهای سمی تولید شده، خطر بیشتری برای لایه ازن دارد.

تفاوت جوش آرگون و CO2 در یک نگاه
با توجه به مزایا و معایب گفته شده در بالا و فرق عملکرد هر کدام از این 2 روش، میتوان فرق جوش میگ و تیگ را به صورت کلی در جدول زیر مشاهده کرد.
| عنوان | جوشکاری TIG | جوشکاری MIG |
| گاز محافظ | آرگون (Ar) و هلیوم | دی اکسید کربن (CO2) |
| نوع الکترود | غیر مصرفی (الکترود تنگستن) | مصرفی (سیم جوش) |
| جریان جوشکاری | AC/DC | DC |
| چرخه کاری (Duty Cycle) | 60 درصد | 60 تا 100 درصد |
| جنس فلزات قابل جوش | انواع فولاد و استیل سخت و نرم ساده و ضد زنگ - آلومینیوم - مس - روی - تیتانیوم - آلیاژها | فولاد ساده - استنلس استیل - آلومینیوم - مس - برنز |
| سختی فرآیند | دشوار و نیاز به مهارت بالا | آسان و نیاز به مهارت کم |
کلام آخر در مورد تفاوت جوشکاری میگ و تیگ
در این مقاله از نحوه جوشکاری و مزایا و معایب 2 روش محبوب جوشکاری گازی صنعتی یعنی میگ MIG و تیگ TIG گفتیم. با توجه به نکات گفته شده در بالا، کاملا مشخص است که از هر مدل جوشکاری باید در مکان خود، روی فلزات مشخص و با توجه به شرایط کاربر استفاده برد.
شما میتوانید برای خرید دستگاه جوش و اینورتر میگ و تیگ هواخنک و آب خنک از برندهای مختلف ایرانی و خارجی به صورت اورجینال و با ضمانت اصالت و گارانتی رسمی به فروشگاه آنلاین ابزار مارکت مراجعه کنید.