
نحوه کار با بورگیج
نحوه خواندن بورگیج چندان سخت نیست اما اساسا یک گیج سیلندر چگونه کار میکند؟ واقعیت این است که آموزش کار با بور گیج نکاتی داشته و این نکات باید مورد توجه قرار بگیرند. بور گیج از جمله ابزارهای دقیق برای اندازه گیری قطر داخلی اجسام است که در برخی صنایع ساخت قطعات، به خصوص در تولید و تعمیرات خودرو، مکانیکیها، ساختن ابزارهای صنعتی با مکانیزم پیستونی و به ویژه کالیبره کردن سیلندر و بلبرینگ استفاده زیادی دارد. برای اینکه با کار با بور گیج بهتر آشنا شوید و با مقاله زیر در مورد آموزش بور گیج، آشنایی با این وسیله و نحوه استفاده از بور گیج همراه باشید.
بورگیج چیست؟
گیج داخل سنج سیلندر یا بور گیج یک ابزار پیشرفته سنجش اندازه با مکانیزم کاری چند نقطهای و تلسکوپی است. یعنی فک این محصول با داشتن 2 یا چند نقطه خارجی و مقابل هم، بعد از قرار گرفتن در داخل کار بصورت سیستم انبساطی و انقباضی کار کرده و فاصله مربوطه را با کمک خاصیت ارتجاعی نوک فکها محاسبه میکند. یک میله بلند و یک صفحه نمایش اندازه گیری از نوع ساعتی یا دیجیتال در بالای ابزار به همراه یک فک اندازه گیری دارای نوک های لغزان و با کیفیت و فنری، بخشهای اصلی یک بور گیج را تشکیل میدهند. در هنگام اندازه گیری داخل سیلندرها، حلقه و استوانهها، شما میتوانید قطر داخلی را با میکرومتر داخل سنج یا کولیس داخل سنج هم اندازه بگیرید اما کار با بورگیج در این نوع عملیات دو مزیت بزرگ نسبت به سایر ابزارهای دیگر دارد.

اولین مزیت این است که هنگام استفاده از بور گیج تکرار کردن اندازه گیری سرعت بسیار بیشتری دارد. در واقع عملیات اندازه گرفتن قطر داخل قطعات گرد، استوانه، بیضی و... مثل سیلندرها و بلبرینگها چندان آسان نیست و به کمک این ابزار این عملیات با سرعت بالاتری نسبت به سایر ابزارهای دقیق انجام میشود. با گیج سیلندر میتوان در یک لحظه و زمان خیلی کوتاه چند جای مختلف و نقاط داخلی استوانه را اندازه گیری کرد و نیازی به تنظیم دوباره فکها برای هر نقطه متفاوت نیست. این روش به انحراف گیری قطعه بسیار کمک میکند.
مزیت بزرگ دوم بورگیج نسبت به میکرومتر و کولیس، امکان کار با این ابزار در استوانه و سیلندرهای عمیق بوده که در پروژههای ساخت و تعمیر سیلندر موتور و انجین خودرو بسیار کاربردی و مهم است. بدنه و میله بلند بور گیج به کاربر کمک میکند تا با استفاده از فک لغزان براحتی بتواند به نقاط کور و عمیق یک استوانه و سیلندر دسترسی داشته باشد و اندازه آن نقاط را هم بداند. حداکثر عمق نفوذ برای اندازه گیری در بورگیجها از 10 سانتیمتر شروع میشود و به حدود نیم متر و بیشتر هم میرسد. بطور کلی باید گفت که انحرافگیری سطوح داخلی یک سیلندر جهت تعمیر و یا ساخت دقیق، تراشکاری قطر داخلی اجسامی مثل لوله، استوانه و ... با دقت بالا بدون استفاده از بور گیج یا گیج داخل سنج ممکن نیست.

انواع بور گیج
نوعهای گوناگون گیج سیلندر با چند معیار مختلف از هم جدا میشوند. یکی ظرفیت اندازه گیری یا سایز بورگیجها است که بصورت استاندارد در بازههای مختلف در دنیا وجود دارد. به عبارت بهتر هر مدل بورگیج یک بازه مشخصی را اندازه گیری میکند و برای محاسبه اندازه قطر استوانه و سیلندرهای مختلف باید بورگیج در آن بازه مربوطه را تهیه کرد. مثلا بورگیج 6 - 10 میلی متر تنها برای سطوح و قطر 6 تا 10 میلی متر بوده و این ظرفیت اندازههای بورگیج تا سایز و مدلهای بزرگتر مثل 250 تا 500 میلی متر نیز وجود دارند. ضمن اینکه برخی برندها با ارائه پایه و رابط اتصال جداگانه بزرگتر و فک حجیمتر، امکان اندازه گیری قطر داخلی تا بازه 700 تا 1000 میلی متر (بورگیج 1 متری) را هم فراهم آوردهاند. با تغییر بازه اندازه گیری، گام بندی و دقت محاسبه هر مدل هم فرق خواهد کرد؛ در داخل جعبه هر سایز بورگیج، سریهای با سایز متفاوت و حلقههای تنظیم فک میلی متری قرار دارد که برای محاسبه هر اندازه، باید سری یا نوک فک (Anvil) مربوط به آن اندازه را روی پراب و فک نصب کرد.

اما غیر از ظرفیت اندازه گیری، بورگیج ها با چند دسته بندی دیگر هم عرضه میشوند. یکی از آنها شکل و نوع ساختار بدنه است که بصورت بورگیج مستقیم و بور گیج زاویه دار یا بورگیج 90 درجه هم وجود دارد. گیج سیلندر 90 درجه ابزاری است که میله آن یک زاویه قائم داشته تا بجای کار بصورت مستقیم در عمق، بتوان به شکل جانبی و از کنار برای برخی شرایط خاص اندازه گیری از آن استفاده کرد.

مورد بعدی دسته بندی نوع ساختار فک و تعداد نوک فکهاست. مکانیزم کاری انبساطی و انقباضی و سیستم اندازه گیری نقطهای فکهای یک بورگیج ممکن است بصورت 2 فک، 3 فک و یا 4 فک ساخته شوند. هر چقدر تعداد نوکهای فک اندازه گیری و تعداد نقطههایی که با داخل جسم تماس خواهد داشت بیشتر شود، دقت یک بورگیج بالاتر رفته و پروسه اندازه گیری دقیقتر خواهد بود.

دسته بندی بعدی نیز انواع گیج سیلندر با توجه به نحوه نمایش بور گیج بوده که این گروه محصولات هم مثل خیلی از ابزارهای دقیق بصورت ساده (تلسکوپی)، ساعتی یا دیجیتال ساخته میشود. در ادامه به معرفی این انواع بورگیج میپردازیم.
بور گیج تلسکوپی
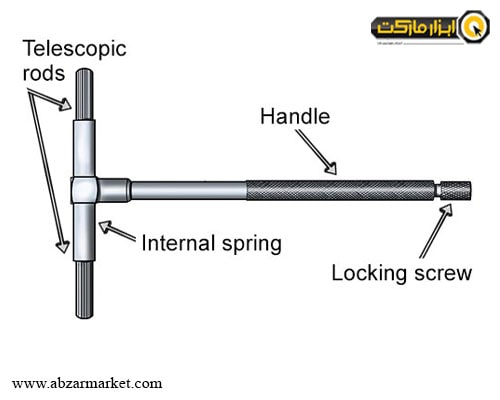
ست گیج سیلندر تلسکوپی یا بور گیج ساده مدلی از این گروه محصولات هستند که قیمت ارزانتر اما دقت پایینتری در اندازه گیری نسبت به مدل ساعتی و دیجیتال دارند. این محصولات معمولا بصورت ست و یک مجموعه به فروش میرسند. بور گیج تلسکوپی شامل چند ابزار اندازه گیری برای داخل سیلندر، لوله و وسایل مشابه است که دارای یک دسته فلزی، یک فک جمع شونده فنری و یک ضامن رها کننده و قفل کننده است. این ست ها خطوط اندازه گیری و نمایشگر اندازه ندارند اما هر کدام از مدلهای داخل ست برای اندازه گرفتن یک بازه مشخص بکار میروند.
بورگیج تلسکوپی در نحوه کار کمی با مدل ساعتی و دیجیتال تفاوت دارد. این نوع به این صورت کار میکند که بعد از انتخاب مدل و بازه اندازه مورد نظر، با وارد کردن فک جمع شده بورگیج به داخل سیلندر، ابتدا ضامن آن را باید باز کنید. با این کار فک فنری به سرعت باز شده و نوک فکها به دو سمت داخل سیلندر برخورد میکنند. در واقع فک به اندازه قطر داخل سیلندر باز میشود و فنر پشت نوک فک به آن فشار میآورد تا این میزان دقیق بماند. در این حالت میتوان فک را قفل کرد و بعد از بیرون آوردن بورگیج، مقدار قفل شده را با میکرومتر، کولیس و ... اندازه گرفت. کار با این ست گیج سیلندر ساده نیاز به کمی تجربه داشته و همانطور که گفته شد سرعت پایینتر و دقت کمتری نسبت به گیج سیلندر دیجیتال و ساعتی دارد.

بور گیج ساعتی
پر مصرف ترین نوع گیج سیلندر و به نوعی شناختهشده ترین آن، بور گیج ساعتی یا دیالی است. این گروه در کنار بدنه، میله و دیگر بخشها، برای نمایش اندازه از یک صفحه ساعتی استفاده میکند که معمولا با توجه به برند ساخت، نوع گام بندی، ظاهر و طراحی صفحه و خطوط آن شبیه به ساعتهای اندیکاتور آن برند است. با این تفاوت که در بور گیجهای ساعتی تمام نمایشگرها بصورت دو طرفه کار میکنند چرا که به دلیل سر لغزان و فک بورگیج، عقربه اندازه گیری در طول کار مدام جابجا شده و باید میزان انحراف منفی و مثبت (کوچکتر و بزرگتر شدن قطر قطعه) در نقاط مختلف و سطح داخلی سیلندر در هر لحظه براحتی برای کاربر قابل خواندن و محاسبه باشد.

بور گیج دیجیتال
همانطور که میتوان حدس زد، تفاوت گیج داخل سنج دیجیتال یا ساعتی در نمایشگر آن بوده و بورگیج دیجیتال بجای یک دیال ساعتی مجهز به صفحه نمایش دیجیتالی و پنل دکمه دار است. کار نمایشگر دیجیتال مانند نوع ساعتی نشان دادن لحظهای اعداد است اما در گیج سیلندر دیجیتال میتوان به کمک دکمهها عملیات خاموش و روشن کردن، هولد یا نگهداری عدد محاسبه شده، خروجی گرفتن محاسبات و دیتاها و انتقال به کامپیوتر، سیو و ذخیره اعداد و همینطور تنظیم صفر دستگاه را بصورت دیجیتالی انجام داد. تنظیم صفر در نوع ساعتی به کمک حلقه گردان و قفل کن دیال انجام میشود و در نوع دیجیتال به کمک دکمه صفر قابل تنظیم است.

نحوه خواندن بور گیج
اما مهمترین بخش ماجرا نحوه استفاده از بورگیج است. امکان کار و استفاده از گیج سیلندر به دو روش کلی خلاصه میشود. در روشن اول میتوان بدون تنظیم صفر و با اندازه گیری اولیه یک قطر، آن عدد و نقطه صفحه نمایش را به عنوان پایین ترین نقطه و مرجع در نظر گرفت. اما در روش دوم میتوان ابتدا کار تنظیم صفر ابزار را انجام داد. تجربه نشان داده که روش دوم برای اندازه گیری دقیقتر و بهینهتر بوده و در بیشتر کاربریها از این روش استفاده میشود.
برای استفاده در این روش دوم، قبل از کار با بورگیج باید با سایز نامی و قطر استاندارد داخلی قطعهای که قصد کار با آن دارید آشنا باشید. چرا که بورگیج برخلاف یک کولیس و میکرومتر تنها برای خواندن و فهمیدن سایز دقیق یک قسمت و یک اندازه تکی نیست. در واقع گیج داخل سنج برای سنجیدن میزان انحراف و مقایسه سریع اندازه قطر داخلی چند نقطه بطور همزمان و متوالی بوده و برای همین قبل از اینکه بخواهید از آن استفاده کنید، باید اندازه استاندارد و مرجع قطر داخلی قطعهای که میخواهید روی آن کار کنید را بدانید تا صفر بورگیج را روی آن تنظیم کنید.
در مرحله اول، به کمک یک کولیس یا بهتر از آن، یک میکرومتر که دقت بهتری دارد، سایزی که قرار است میزان انحراف نوک بورگیج توسط آن سنجیده شود را روی فک میکرومتر ست کنید. مثلا اگر قرار است یک قطر 51 میلی متر را اندازه بگیرید و میزان انحراف داخلی یک استوانه و سیلندر را نسبت به قطر استاندارد و واقعی آن که 51 میلی متر است را بسنجید، ابتدا باید فک کولیس یا میکرومتر خود را دقیقا روی عدد 51 میلی متر تنظیم و ثابت (قفل) کنید.

در مرحله دوم نیاز به یک بور گیج با بازه سایزی است که فک و سری به اندازه 51 میلی متر را در خود دارد و پوشش میدهد. بطور مثال بورگیج سایز 50 تا 160 میلی متر برای این کار مناسب است. فک سایز 50 را از جعبه این بورگیج انتخاب کرده و روی پراب نصب کنید؛ بعد از آن، باز هم از داخل جعبه بورگیج یک واشر یا حلقه تنظیم 1 میلی متر انتخاب کنید و روی فک نصب کنید. به این ترتیب سری و نوک فک بورگیج برای اندازه 51 میلی متر آماده است.

در مرحله بعدی و قبل از شروع کار، باید ابتدا نقطه صفر بورگیج را دقیقا به اندازه این 51 میلی متر تنظیم کنید. یعنی اندازه 51 میلی متر که اندازه استاندارد و مرجع شما بوده باید به عنوان صفر مطلق دستگاه تنظیم شود. برای این کار ابتدا پراب و فک بورگیج را در داخل فک کولیس یا میکرومتر که قبلا به اندازه 51 میلی متر تنظیم و قفل کرده بودید قرار دهید. دقت کنید که فک میکرومتر باید سفت و قفل باشد و به هیچ عنوان نباید تکان بخورد. برای راحتی و دقت بیشتر توصیه میشود از پایه میکرومتر استفاده کنید.

بعد از کمی جابجایی یا به اصطلاح بازی کردن با بورگیج، نوک های فک آن را بطور کامل در داخل فک میکرومتر جای دهید، بطوریکه نوک هر دو فک بورگیج با لبه های سر دو بازو و فک میکرومتر کاملا چسبیده و مماس بشود.

وقتی این کار به خوبی انجام شد، بورگیج را ثابت نگه دارید و با دست دیگر حلقه صفحه نمایش را بچرخانید بطوریکه پایین ترین نقطه و جایگاه و مقدار عقربه رو عدد صفر تنظیم شود. به این کار «ست کردن بورگیج» میگویند و به این ترتیب حالا پایینترین نقطه اندازه گیری و مرجع برای اندازه 51 میلی متر روی عدد صفر نمایشگر تنظیم شده است. در بیشتر گیج سیلندرهای ساعتی میتوان با چرخش حلقه این کار را انجام داد. در بورگیج دیجیتال نیز با کمک دکمه صفر میتوان این مقدار را ست کرد. بعد از انجام این مرحله حالا بورگیج شما برای اندازه گیری و انحراف گیری یک سیلندر قطر 51 میلی متر آماده است.

اکنون فک گیج داخل سنج خود را به آرامی به داخل سیلندر، استوانه و یا هر قطعه دیگری که سایز قطر داخلی استاندارد آن 51 میلی متر بوده و قصد اندازه گیری و کار روی آن را داشتید ببرید. دقت کنید که نباید فشار بیش از حدی به دسته، بدنه و میله و فک بورگیج بیاورید. با همان مکانیزم بازی کردن و تغییر محل کوتاه و کوچک و به کمک حلقه گردان روی فک میتوان نوک فک بورگیج را در داخل استوانه و سیلندر جابجا کرد.

با جابجایی بور گیج در نقاط مختلف داخلی آن قطعه کاری، مشاهده خواهید کرد که عقربه روی صفحه نمایشگر ساعتی (یا اعداد روی نوع دیجیتال) بین قبل و بعد از پایین ترین نقطه مرجع (همان صفر تنظیم شده صفحه نمایش) تغییر خواهد کرد. در بورگیج ساعتی، در هر نقطه اندازه گیری اگر عقربه به سمت بعد از صفر (مثبت) حرکت کند، به این معناست که قطر داخلی آن قطعه در آن نقطه مشخص، به اندازهای که عقربه نشان میدهد باریکتر و کوچکتر از 51 میلی متر است. و اگر به سمت منفی و قبل از صفر حرکت کرد یعنی گشادتر و بزرگتر است. بنابراین برای فهمیدن اینکه اندازه قطر آن نقطه خاص چند خواهد بود، در مواقع مثبت بودن عقربه و با توجه به دقت و گام بندی خطوط صفحه نمایش ساعت اندیکاتور دستگاه، باید آن مقدار نشان داده شده از مقدار استاندارد (در اینجا یعنی از 51 میلی متر) کم شود؛ و در مواقع متمایل شدن عقربه به سمت قبل از صفر باید آن عدد نمایش داده شده به عدد اصلی اضافه شود.

مثلا اگر صفحه ساعت اندیکاتور بورگیج استفاده شده در این مثال 1 میلی متر بوده و گام بندی خطوط 0.01 میلی متر دارد، اگر عقربه در یک نقطه سیلندر بعد از صفر و روی خط یازدهم نمایشگر ایستاد، یعنی قطر آن نقطه 0.11 میلی متر از 51 میلی متر کمتر و باریکتر است پس باید از آن کم شود؛ اگر مثلا روی خط یازدهم قبل از صفر قرار گرفت، باید 0.11 میلی متر به این عدد 51 میلی متر اضافه شود و یعنی آن نقطه از قطر از استاندارد 51 میلی متر گشادتر و بزرگتر است.
در بورگیج دیجیتال این سنجش اندازه بسیار آسانتر بوده و این جابجایی پراب و نوک فک هنگام باریک و گشادتر شدن قطعه، با اعداد مثبت و منفی نشان داده خواهد شد.

مشخصه تکرار شوندگی یا تکرار پذیری بورگیج Repeatability چیست؟
توضیحات بالا کلیت نحوه کار با بورگیج ساعتی و دیجیتال بود، اما ذکر چند نکته دیگر در کار با این ابزار ضروری است. به طور مثال هر گیج سیلندر مثل ساعت اندیکاتور در کنار گام بندی و تقسیم بندی اندازه نمایشگر ساعتی (یا رزولوشن در نوع دیجیتال)، دقت اندازه گیری مشخصی دارد که هر برند و سازنده معتبر در دفترچه راهنمای محصول این عدد را ذکر خواهد کرد. هر چه بازه اندازه گیری بورگیج پایینتر باشد، این دقت بهتر بوده و در سایزهای بزرگ دقت کمتر میشود. مثلا در بازههای کوچک دقت اندازه گیری بورگیج حدود 0.01 میلی متر تا 0.015 میلی متر است. در بازههای بزرگتر این عدد به 0.02 تا 0.025 میلی متر میرسد.

پارامتر بعدی در بورگیج ها عددی به نام میزان تکرار شوندگی یا به انگلیسی Repeatability است. این عدد نشانگر میزان خطای احتمالی یک بورگیج در مواقع اندازه گیری یک سایز مشخص بصورت تکرار شونده است. فرض کنید چند جای داخلی یک سیلندر هنگام اندازه گیری با بورگیج، دقیقا همان عدد تنظیم شده و صفر شده بورگیج را نشان میدهد؛ عدد و مشخصه خطای تکرارپذیری در گیج سیلندر به این معناست که ممکن است این شباهت اعداد محاسبه در این چند نقطه مذکور، یک خطای بسیار بسیار کم و کوچک (به اندازه یک پنجم دقت اصلی دستگاه) داشته باشد؛ که این عدد را هم سازنده بورگیج در دفترچه مشخصات فنی ذکر خواهد کرد و از دقت خود ابزار مجزاست. بطور مثال اندازه تکرارپذیری در یک بورگیج با دقت اصلی 0.015 میلی متر، تنها برابر 0.003 میلی متر خواهد بود. این عدد و خطا در بسیاری از کارها تاثیری ندارد و قابل چشمپوشی است، اما برای کاربریهای بسیار دقیق و ساخت قطعات فوق العاده حساس لازم است که محاسبه و در نظر گرفته شود.

در مطلبی که خواندید از نحوه کار با بور گیج گفتیم و به نکاتی در مورد آموزش استفاده از بور گیج و انواع گیج سیلندر ساعتی و دیجیتال اشاره کردیم. نحوه خواندن بور گیج را بررسی کردیم و توضیحی مختصر از معایب و مزایای گیج داخل سنج سیلندر دادیم.
برای خرید بور گیج ( گیج سیلندر ) از نوع بورگیج ساعتی و گیج سیلندر دیجیتال و انتخاب ابزار آلات دقیق با ضمانت اصالت و سلامت فیزیکی کالا به همراه مشاوره و راهنمایی تخصصی رایگان میتوانید به سایت ابزارمارکت مراجعه کنید.












