
چرا الکترود جوشکاری می چسبد؟ (5 علت چسبیدن الکترود)
هنگام جوشکاری، وقتی الکترود میچسبد، هم حس خوبی برای کاربر ندارد و هم به دستگاه فشار میآورد. چسبیدن الکترود جوش علل مختلفی دارد که اگر کاربر در صدد حل آن برنیاید نمیتواند جوش با کیفیتی را انجام دهد. حتی فناوری نسبتا جدید آنتی استیک Anti Stick که در برخی اینورترها و دستگاه جوش خانگی وجود دارد نیز گاهی اوقات این مشکل را به صورت 100 درصد از بین نمیبرد. اما چه یک ترانس جوش قدیمی داشته باشید و چه یک اینورتر جوش جدید، این موضوع براحتی قابل حل است. اگر دوست دارید هنگام جوش دادن فلزات در خانه و کارگاه الکترود نچسبد و برای همیشه با این مشکل خداحافظی کنید این مقاله از ابزار مارکت را مطالعه بفرمایید.

5 علت چسبیدن الکترود هنگام جوشکاری
1 - زاویه و فاصله الکترود با سطح قطعه کار
به جرات میتوان گفت اولین و شاید بیشترین عاملی که خصوصا در کاربران تازه کار باعث چسبیدن الکترود به قطعه میشود، عدم رعایت زاویه صحیح انبر و فاصله انبر با سطح کار است. زیادی کج بودن و زیادی صاف بودن الکترود روی قطعه به سادگی باعث چسبیدن مغزی و نوک الکترود به فلز خواهد شد.
ضمن اینکه برای داشتن یک قوس جوش با کیفیت و مداوم، باید فاصله درست بین قطعه و نوک الکترود فراهم شود. برای همین مورد بعدی در علت چسبیدن الکترود، اشتباه بودن فاصله نوک آن با فلز است. این فاصله در صورت زیاد از حد نزدیک شدن، به شکلی بسیار سریع سر الکترود را به قطعه میچسباند.
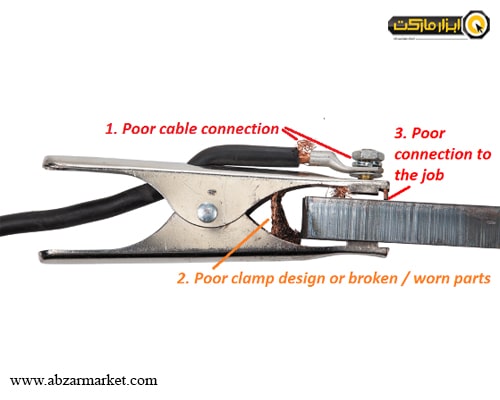
2 - عدم ارتباط کامل انبر جوش و الکترود
یکی از عواملی که ممکن است باعث چسبیدن الکترود حین جوشکاری به قطعه شود، ارتباط نداشتن درست انبر جوش و الکترود است. در بیشتر مواقع خراب بودن انبر جوش این مشکل را به وجود میآورد. اگر فنر نگهدارنده الکترود روی انبر ضعیف شده باشد، یا فک و گیره انبر جوش در گذر زمان خورده و ساییده شده باشد، این احتمال وجود دارد که ارتباط کاملی بین قسمت فلزی رسانای انبر و میله مغزی الکترود صورت نپذیرد؛ در نتیجه الکترود حین جوشکاری میچسبد.
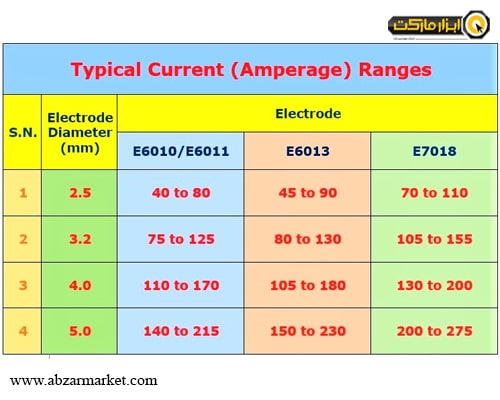
3 - تنظیم نبودن آمپر و جریان خروجی
هر دستگاه جوش حداقل یک ولوم و دکمه تنظیم خروجی جریان و آمپر دارد. این پارامتر قدرت ذوب کردن قطعه و الکترود را مشخص میکند. هر چه سایز الکترود قطورتر شود، قطعه نیز ضخامت بیشتری پیدا کند و فلز سختتر باشد، آمپر دستگاه هم باید در عدد بالاتری تنظیم شود. باید توجه داشت که حرارت لحظه شروع و اولیهی قوس جوش چند برابر زمان جوشکاری است؛ برای همین، این حرارت بالا ممکن است به سادگی باعث چسبیدن الکترود به قطعه شود. عدم تناسب آمپر با سایز الکترود و قطعه کاری، بخصوص ضعیف بودن جریان خروجی نسبت به قطر الکترود و ضخامت قطعه باعث بیشتر شدن این احتمال میشود.
4 - اشتباه بودن نوع الکترود
هر الکترود دارای کد و شناسهای خاص است که با توجه به جنس مغزی و روکش الکترود تعیین میگردد. برخی الکترودها تنها مخصوص فلزات آهنی، برخی مخصوص جنس غیر آهنی و یا فلزات نرم و سخت هستند؛ از طرفی دیگر، امکان کار کردن با الکترودها در موقعیت های افقی، عمودی و برعکس روی بدنه آن درج میشود. اگر از الکترود اشتباه برای جنس قطعه و یا حالت اشتباه جوشکاری استفاده گردد، امکان چسبیدن الکترود وجود دارد.

5 - تمیز نبودن سطح قطعه کار
از دیگر عوامل چسبیدن الکترود جوش به کار، تمیز نبودن سطح قطعه است. ذرات جوش، روغن و چربی، آلودگیهای محیطی، لایه زنگ و اکسید و غیره... ممکن است نوک الکترود و یا روی کار را کثیف کند. این آلودگی باعث عدم ارتباط درست بین الکترود و قطعه خواهد شد و احتمال چسبیدن الکترود را بالا خواهد برد.

چگونه جوشکاری کنیم الکترود نچسبد؟
برای حل این مشکل تنها کافیست چند نکته تجربی و فنی را قبل از شروع و حین جوشکاری رعایت کنید.
- تنظیم آمپر:
ابتدا با توجه به جدول و دفترچه راهنما، آمپر دستگاه را با توجه به سایز الکترود و ضخامت قطعه تنظیم کنید. همیشه نیازی به آمپراژ بالا نیست بلکه قدرت دستگاه باید با جنس و ضخامت فلز هماهنگ باشد.
- انتخاب صحیح الکترود:
بهتر است از قبل چند مدل معروف و پر مصرف الکترود مثل 6013، 7018 و... را بشناسید. هر کدام از این الکترودها برای موقعیت خاصی مناسب هستند؛ ضمن اینکه سایز الکترود بین 1.6 تا 5 میلی متر هم باید با توجه به آمپر و ضخامت قطعه طبق دفترچه راهنما انتخاب شود.
- تمیز کردن سطح قطعه:
قبل از شروع به جوشکاری، ابتدا با یکپارچه خشک و تمیز و یا فرچه و برس مخصوص تمیزکاری، روی فلز و قطعه را تمیز کنید.

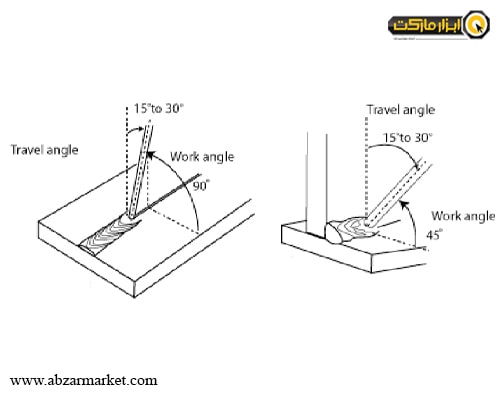
- رعایت فاصله و زاویه الکترود:
برای انجام یک جوشکاری خوب چه به صورت خال جوش (نقطه جوش) و چه به صورت خط جوش ممتد (جوش کبریتی) طوری که الکترود به قطعه نچسبد، نباید عجله داشت! هنگام استارت و شروع جوش، زاویه قائم و 90 درجه بین الکترود و سطح قطعه، و همینطور زاویه بسیار تنگ مناسب نیست؛ بلکه بهترین زاویه جهت نچسبیدن الکترود، تنظیم انبر و نوک به صورت 60 درجه است. طوری که ابتدا روکش الکترود باعث ایجاد جریان و قوس جوش شود و سر مغزی و میله داخلی الکترود در ابتدای جوشکاری به سطح کار برخورد نکند.
نکته بعدی رعایت فاصله صحیح نوک الکترود و سطح جوش است. بعد از رعایت زاویه، به آرامی الکترود را به قطعه نزدیک کنید تا قبل از رسیدن سر الکترود به سطح، قوس جوش شکل گرفته و روشن گردد. بعد از روشن شدن قوس، با یک فاصله بین 1 تا 3 میلی متر، الکترود را نگهداشته و به جوشکاری ادامه دهید. اجازه ندهید که نوک الکترود به قطعه چسبیده و یا زیادی فاصله بگیرد.

کلام پایانی در مورد چسبیدن الکترود جوشکاری
به همین سادگی و با رعایت نکات بالا میتوان از چسبیدن الکترود جوش به قطعه کار جلوگیری کرد و در میابیم که چگونه جوشکاری کنیم الکترود نچسبد. شاید در ابتدا انجام آن سخت بنظر بیاید اما تنها با چند وقت تمرین براحتی میتوان مثل یک جوشکاری حرفهای بدون چسبیدن الکترود، عملیات جوش در خانه و کارگاه را انجام داد.
شما میتوانید برای خرید الکترود جوشکاری و خرید دستگاه جوش و اینورتر در انواع مختلف به فروشگاه آنلاین ابزار مارکت مراجعه کنید و محصول مورد نظر خود را به صورت اورجینال از برندهای خارجی و ایرانی با ضمانت اصالت و سلامت کالا در محل دریافت کنید.











